Развитие технологии механической обработки идет быстрыми темпами. Станки, инструменты, приспособления, программные продукты, а также методы, которые применяются при точении, фрезеровании и сверлении, используемые 10 и даже 5 лет назад, сейчас в большинстве своем устарели. Постоянное внедрение инноваций приводит к увеличению производительности и снижению себестоимости выпускаемой продукции. В аэрокосмической отрасли (как, впрочем, и в других) данную нишу надежно заняло оборудование, оснащенное числовым программным управлением (ЧПУ), на котором производится высокоскоростная обработка металлов (ВСО).
Особенности ВСО. Ее характерной особенностью является резкое уменьшение сил резания, снижение усадки стружки и перераспределение тепла в зоне обработки (примерно 75% стружка, 20% – инструмент и 5% – деталь) при высокой скорости резания, высоких оборотах шпинделя и высокой минутной подаче. Снижение деформации в отдельных частицах стружки обусловливает снижение количества теплоты, образующейся в процессе резания в каждой частице. Кроме того, каждая частица стружки при высокой скорости резания соприкасается с передней поверхностью режущей кромки в течение меньшего времени.
Однако при высокой скорости обработки инструмент получит теплоту из большего количества частиц стружки, чем за такое же время при невысокой скорости. В результате резец нагревается больше, чем при работе с умеренной скоростью резания. Поэтому развитие скоростного резания вызвало необходимость повышения прочности и стойкости твердосплавных резцов, путем улучшения качества материалов и твердых сплавов или создания принципиально новых инструментальных материалов, не только из твердого сплава, но и из керамики и прочего.
За счет маленькой глубины резания сечение стружки будет небольшим, но подача на зуб должна быть равномерной, иначе перепады нагрузок при увеличении срезаемого припуска действуют на инструмент, что, как правило, приводит к его поломке. Так как в процессе обработки возникает меньшая сила резания, то деталь и станок испытывают меньшие нагрузки, и по закреплению инструмента требования тоже ниже.
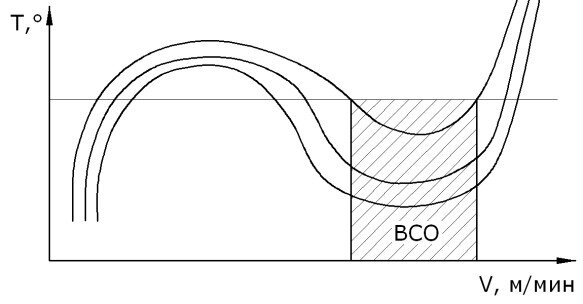
В 1931 году Соломон, изучая процесс резания циркульными пилами, обнаружил, что температура в зоне резания зависит от скорости совсем не монотонно, а имеет чёткий экстремальный характер, и тогда он предложил первое определение ВСО - самостоятельная технология обработки резанием, которая может полностью заменить другие обработки - фрезерование, шлифование, эрозионную обработку, полирование.
Теоретические и экспериментальные исследования приходят к выводу, что повышенная локальная устойчивость процесса резания возникает только тогда, когда частота импульсов врезания резца или режущего зуба в материал (частоту вращения шпинделя помножить на число зубов инструмента) больше собственной частоты колебаний самого нежесткого модуля технологической системы, которым является как правило инструмент. Еще она имеет зависимость от соотношения фаз между фазой врезания каждого зуба фрезы или резца и фазой собственных колебаний инструмента, сопровождающегося снимаемым припуском и динамичным углом врезания в процессе обработки.
Повышение точности обрабатываемых деталей, уменьшение припуска на обработку и времени изготовления изделия являются главными преимуществами ВСО, использование которых требует вложения немалых средств. Поэтому необходимо тщательно выбирать шпиндель, патрон, инструмент, CAM-систему, и самое главное – станок, ведь пренебрежение хотя бы одним из этих составляющих способно свести на нет все предыдущие усилия.