
Привет всем читателем и подписчикам канала EURO WELDER! В этой статье освечу сварку бочек под нефтепродукты, с которой я столкнулся в командировке в Чехии.
Итак, в один из дней к нам на завод поступил крупный заказ на бочки. В чертеже значилось, что эти бочки предназначены под масло.
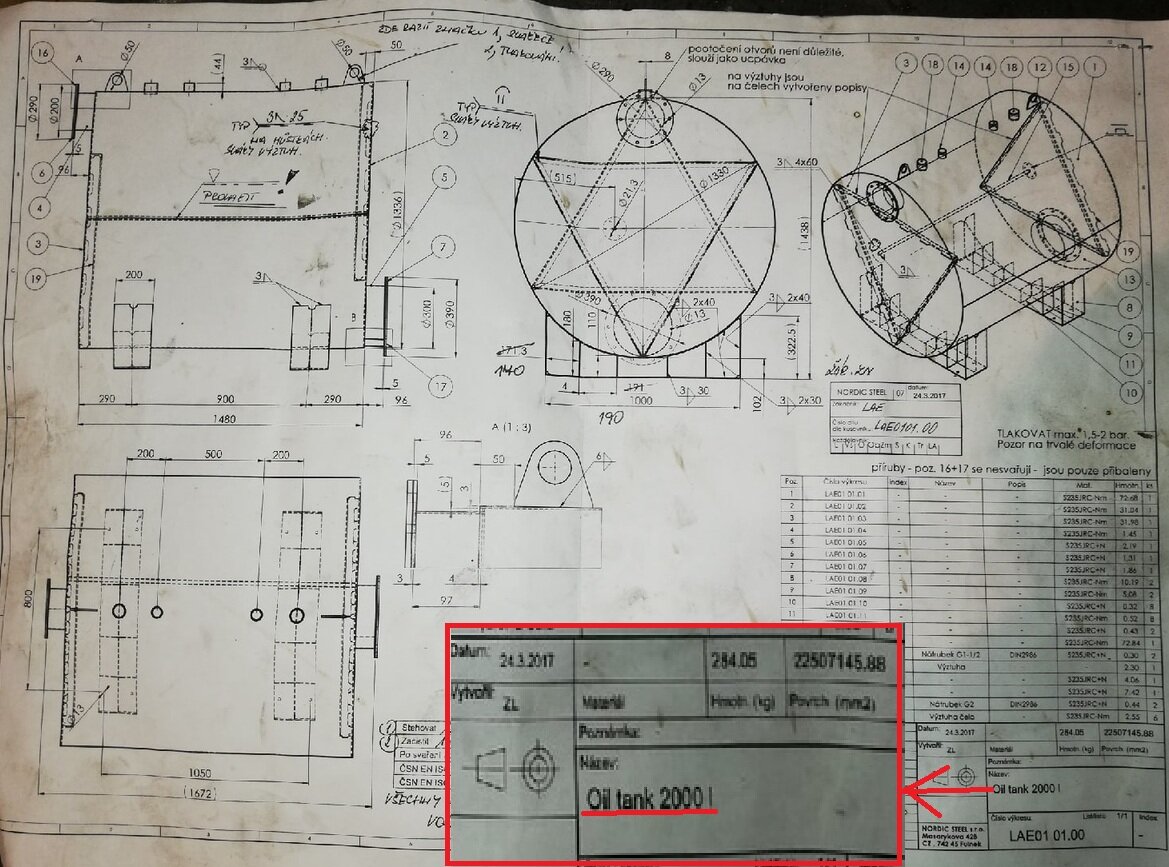
Как видно из чертежа, бочки имеют "ноги", два фланца, 4 бонки, распорку и рёбра жёсткости. Как обычно нам давались все детали в разборном виде после лазерной резки и мойки, а сборка производится самостоятельно. Работу нам дали на двоих с товарищем и мы принялись собирать "конструктор".
Решено было изначально сваривать опорные "ноги", на которые устанавливали один из полукруглых листов. Далее прихватывали круглые торцевые части бочки с отверстиями под фланцы с заранее приваренными ребрами жёсткости. После этого накрывали вторым полукруглым листом с заранее приваренными бонками и монтажными "ушами". Далее отдельно сваривали фланец с круглой обечайкой и горизонтальные стыки, соединяющие полукруглые листы по середине.
Горизонтальный шов по середине бочки должен был быть выполнен с обратным валиком и для этого мы сперва прихватывали листы в плотную друг к другу, а затем делали продольный разрез болгаркой, попутно добавляя прихватки.
Далее, настроив аппарат, производился горизонтальный шов с обратным валиком. Толщина металла всех бочки составляла 3 мм.
Обратный валик контролировал инженер ОТК, подсвечивая фонариком через отверстие под фланец.
Делее бочку мы переворачивали и в нижнем положении сваривали круглые торцевые части. Обязательным моментом являлось зачистка начала и конца шва (замков) болгаркой. Это делалось, чтобы бочка не "сквозила" на контроле под давлением.
Далее приваривались фланцы, которые утапливались до нужной глубины по чертежу в отверстие. Все замки также зачищались перед сваркой.
После всей сварки бочки проходили контроль ОТК. К сожалению, у меня не сохранилось никаких фото, но я расскажу как это выполнялось.
На все фланцы бочки мы плотно накручивали заглушки с резиновой прокладкой, а на все бонки - крышки. Одна из крышек имела штуцер, в который мы подводили и крепили шланг, по которому подавался воздух: 2 атмосферы. После чего звали к инженера ОТК и он приходил с бутылкой-пулевизатором и пырскал на все швы мыльным раствором. Если где-то шов имел негерметичность (поры) в этом месте начали скапливаться мыльные пузыри и такое место помечалось маркером. У одного чеха-сварщика мы насчитали 32 поры, а вся бочка вся была в пене). У нас тоже проскакивали поры по началу, но они имели единичный характер.
Довольно удивительный способ, который меня поразил. Дома в СНГ мы делали по другому: в бочку также подавался воздух, а на швы с одной стороны наносился керосин или бензин, а на оборотную сторону мел. Если шов имеет пору - керосин (бензин) непременно выступит на мелу.
Эти бочки мы сваривали около месяца. По норма-часам на одну бочку вместе со сборкой, сваркой и контролем отводилось 22 часа, а мы не спеша сваривали одну около 5 часом, поэтому большую часть времени отдыхали.
Спасибо, что дочитали до конца! Читайте также другие статьи:
- Идеальная ручная сварка | Инженер подумал, что сваривал робот
Не забываем также делать репосты, оставлять комментарии и лайки, а так же подписываться на канал в Дзен и наш канал EURO WELDER Вконтакте.