Для сварки вам необходимо специальное оборудование, как, например, горелка.
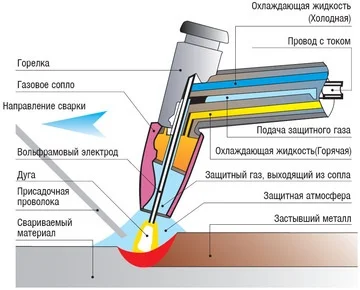
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом - главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
Прочитайте так же: Техника сварки тонкого металла инвертором
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Прочитайте так же: Технология сварки алюминия полуавтоматом
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Прочитайте так же: Технология сварки нержавейки
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.

Познакомьтесь с полной версией статьи здесь:
Источник статьи: https://rezhemmetall.ru/instrukciya-po-svarke-argonom-sovety-i-rekomendacii.html