Стандартные схемы обработки:
- обработка на токарном станке приводным инструментом;
- обработка на токарном станке, инструмент зажат в револьверку, вращается деталь;
- обработка на токарном станке, инструмент зажат в заднюю бабку;
- обработка на горизонтально-фрезерном станке;
- обработка на центровальном станке;
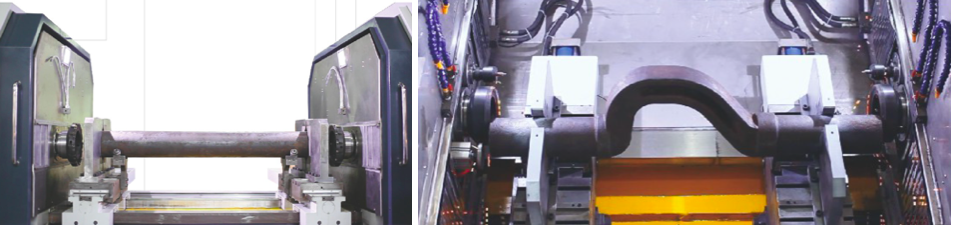
В качестве примера стандартной обработки предлагаем два решения для обработки железнодорожных осей:
Изготовление центровочных отверстий на горизонтально-фрезерном станке и на специализированном станке.

Решение с горизонтально-фрезерным станком с поворотным столом обусловлено возможностью установить одновременно несколько деталей на стол станка, а в свободное время от операций сверления производить обработку других корпусных деталей.
Специализированный станок предполагает серийную обработку одинаковых деталей и максимальную производительность.
Обрабатывая детали на центровочных станках вы обеспечиваете высокую соосность осей центровочных отверстий и гарантируете стабильность процесса следующих операций токарной и шлифовальной обработки. Необходимость шлифовки центров возникает только после выполнения термической обработки:
Примеры станков для шлифовки центров:
Стандартные типоразмеры центровочных станков:
Наружный диаметр заготовки: 15 – 200 и более по запросу
Длина заготовок: до 3000 мм и более по запросу
Читайте статью полностью и другие статьи по теме у нас на сайте:
https://unimatic.ru/company/press-center/novosti/kompaniya-unimatic-predlagaet-reshenie-dlya-bystroy-obrabotki-tsentrov/