
В этой статье я расскажу о некоторых новых моментах, благодаря которым можно получить более качественное соединение бессвинцовой пастой или припоем.
Приступим....
Время оплавления у бессвинцовых припоев практически такое же, как и у свинцовых припоев. Для наглядности взгляните на картинку ниже.
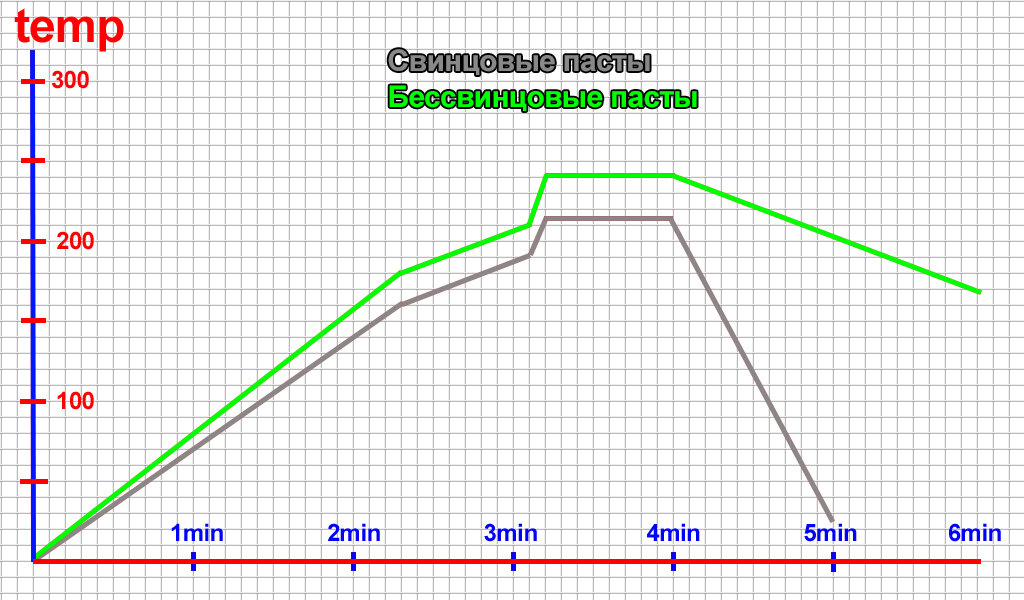
Но температурные отличия есть. У бессвицовой пасты(зелёный график) температура плавления, как правило, на 20-30 градусов выше, чем у свинцовой пасты(серый график).
Перед тем как строить новый термопрофиль, необходимо точно знать, каким сплавом вы будете паять, так как сплавы отличаются по температурам плавления (солидус - ликвидус, твёрдая фаза металла и жидкая).
После того как вы точно знаете солидус-ликвидус той пасты, которая у вас в руках, можете применить такой подход......для правильного термопрофиля прибавьте 15 градусов к верхней точке. То есть если у вас свинцовый припой с солидус-ликвидус равным 183-190, то прибавив 15 получим 205 градусов в верхней точке термопрофиля. Всё достаточно просто. И таким же образом можно рассчитывать для всех распространенных паяльных сплавов.
Из-за ошибок в построении профиля и возникают основные ошибки пайки, что на автоматизированных линиях, что на ремонтных станциях.
Неверно рассчитав профиль, вы легко можете создать непропаи, так как для полноценного лужения площадок на плате не хватит температуры.
Теперь другая проблема бессвинцовых припоев - правильное охлаждение.
Многие зададутся вопросом, почему профиль бессвинцовых паст не падает вниз после оплавления, так же как у свинцовых?
Во время оплавления бессвинцовых припоев необходимо соблюдать их правильное охлаждение. При резком охлаждении бессвинца существует вероятность образования микротрещин внутри сплава из-за резкого перехода из жидкой фазы в твёрдую. Это особенность подобных сплавов.
Свинцовые припои кристаллизуются медленнее и неоднородно из-за диапазона солидуса-ликвидуса(твёрдое-жидкое) в пределах 183-190 в зависимости от сплава.
Бессвинцовые припои кристаллизуются практически моментально по всей массе. Для примера посмотрите на список некоторых, часто встречающихся сплавов:
1) Sn99.3/Cu0.7 = 227
2) Sn96.5/Ag3.5 = 221
3) Sn98/Ag2.0 = 221-226
4) Sn97/Ag2.5/Cu0.5 = 217 - 221
5) Sn96/Ag3.5/Cu0.5 = 217 - 219
Качественное образование кристаллической решетки по всей поверхности бессвинца можно гарантировать плавным и медленным проходом точки жидкое-твёрдое и уменьшением вибраций движения конвеера, если пайка происходит на автоматической линии. У некоторых типов конвеерных зонных печей есть 1-2-3 зоны охлаждения после зон оплавления и они плавно охлаждают печатные платы с бессвинцовым припоев, как показано на графике.
Спасибо, что прочли статью, надеюсь узнали что то новое для себя. Подпишитесь на мой Дзен.канал) и разместите статью в своих соцсетях)
Видео на эту же тему
***************************
Мой Youtube канал "Технологии производства электроники"
Flux for soldering help you with electronics repair.
Блог на Boosty с интересными материалами - https://boosty.to/afire14