
В этой статье хотел бы написать о сложной сварной конструкции, которую мне довелось собирать и сваривать на заводе Nordic Steel в Чехии.
Для тех, кто не читал мои статьи ранее скажу, что в Европейских странах на заводах металлоконструкций зачастую приходится заниматься двумя профессиями одновременно: выполнять функции сварщика и слесаря-сборщика.
В один из рабочих дней мне выдали чертёж и набор деталей для сборки и сварки довольно редкой детали для нашего завода. Точно такая уже приходила ранее и её изготавливал мой коллега чешский сварщик, после чего, по его словам, пришлось долго её править после сварки, чтобы сошлись все размеры. Все чехи косо посматривали на поддон с деталями и не хотели брать её в работу. Честно сказать, для меня это был небольшой вызов - хотелось сделать всё идеально с первого раза без правок, тем более что по норма-часам на деталь отводилось приличное время.
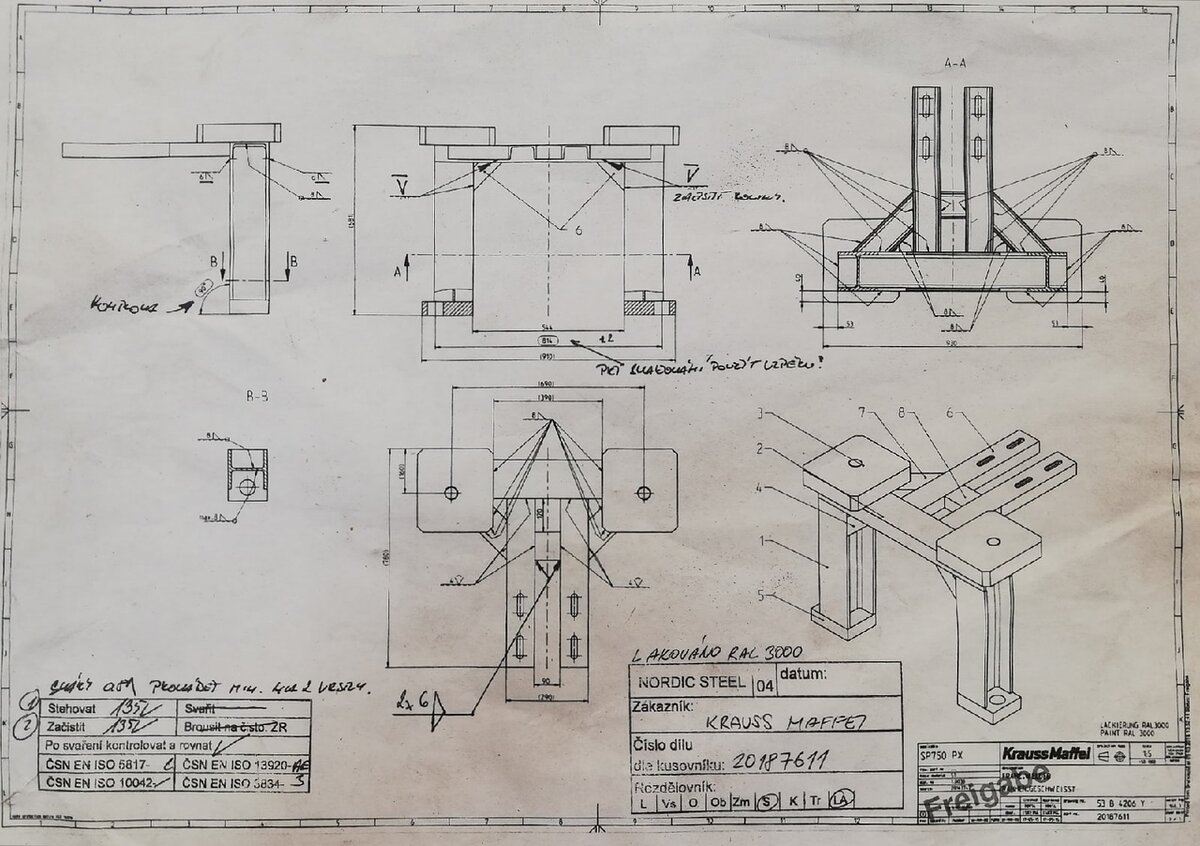
После осмотра чертежа понимаю, что сварка будет не сложной - максимальный катет 8 (в три прохода), а вот собрать всё таким образом, чтобы после сварки все размеры остались на месте до миллиметра - достаточно тяжело, не имея никакого кондуктора. Еду за поддоном и выгружаю все имеющиеся узлы на свой сварочный стол.
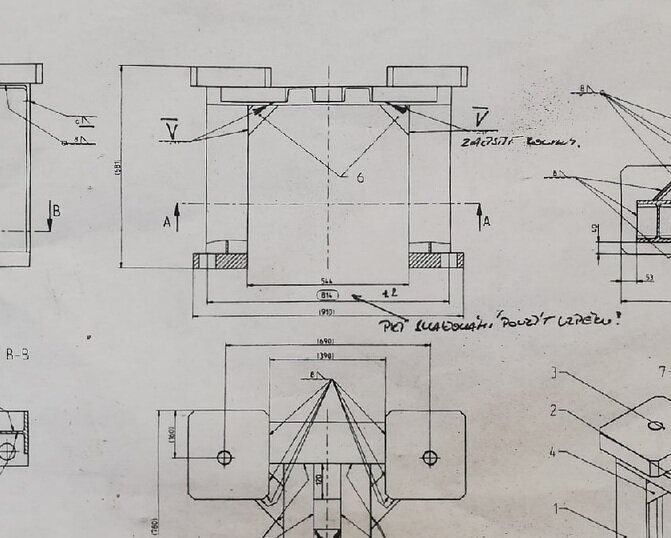
Не спеша ещё раз осматриваю чертёж и прикидываю в голове последовательность действий. Рассчитав досконально все этапы сборки и сварки, а также все возможные трудности - начинаю. Первым делом по угольнику и рулетке выставил на столе пятаки с отверстиями, размер которых был отмечен на чертеже, как очень важный и приварил их прямо к столу в четырёх местах небольшими швами. Затем выставил вертикальные двутавры и прихватил их к пятакам. Прихватки делал на большом токе и достаточное количество, чтобы их не порвало при сварке. Далее сверху прихватил по размеру швеллер.
После прихватил и сварил 4 косынки из листа, а также сварил горизонтальные стыки на верхней части двутавров и швеллера. Дальше отдельно на столе прихватил и сварил параллельно два швеллера с отверстиями. Отдельно вымерял и изготовил из остатков металла Т-образную стойку под них и установил на на стол на нужно высоте. Сверху на стойку положил сваренные швеллера и приварил к остальной конструкции. Затем прихватил и заварил вертикально "косынки" из швеллеров.
После обмера радуюсь, что все размеры остались на месте, однако, сварщики меня поймут, что собрать это полбеды - нужно это ещё сварить таким образом, чтобы ничего никуда не повело и не потянуло. Поэтому, пользуясь известными правилами, я производил сварку "крест на крест", предварительно добавив со всех сторон добротных прихваток. Сначала все внутренние вертикалы, затем наружные и далее нижние стыки.
После полной обварки основной части конструкции даю ей остыть и контролирую размеры - все на месте. Осталось приварить массивные пятаки с резьбовыми отверстиями. Срезаю конструкцию со стола и переворачиваю. Тяжёлые пятаки, также как и предыдущие, кладу на стол, прихватываю по размеру чертежа и сверху накладываю конструкцию. Произвожу оставшуюся сварку.
Пока деталь остывала, выполнял шлифовку некоторых стыков, а также удалял некоторые брызги от сварки. Далее сделал контрольные замеры, которые, к моей радости, сошлись предельно точно. После одобрения ОТК деталь успешно оправилась на покраску.
Время изготовления от начала до конца заняло 7 часов с обедом и перерывами. Аппарат Fronius Vario Synergic 4000. Проволока ESAB Ok AristoRod 12.63 - 1.0 Газовая смесь 82%Ar + 18%CO2.
Спасибо, что прочитали до конца! Предлагаю прочесть также:
- Идеальная ручная сварка | Инженер подумал, что сваривал робот
Не забываем делать репосты, оставлять комментарии и лайки, а так же подписываться на канал в Дзен и наш канал EURO WELDER Вконтакте.