В этой статье хочу поделиться обзором на сложный сварной шов на штоке гидроцилиндра, который мне доводилось выполнять.

Дело было около 4 лет назад, когда я работал сварщиком на беларусско-голландском предприятии занимающимся выпуском гидроцилиндров европейского качества. В то время завод был ещё только на стадии подготовки к сотрудничеству с крупной голландской компанией Kramp и к нам на завод периодически приезжал проверяющий из Голландии - инженер по качеству Джерард. Он привозил различные задания для сварщиков, ЧПУшников и маляров.
В один из дней Джерард наведался с заданием для меня - сварщика ручной полуавтоматической сварки (в то время я единственный выполнял ручную сварку штоков). Он привёз сварочный WPS для сложного сварного соединения. Для тех кто не знает WPS - это спецификация процесса сварки (Welding Procedure Specification). WPS является документом, который описывает, как сварка будет осуществляться в производстве.
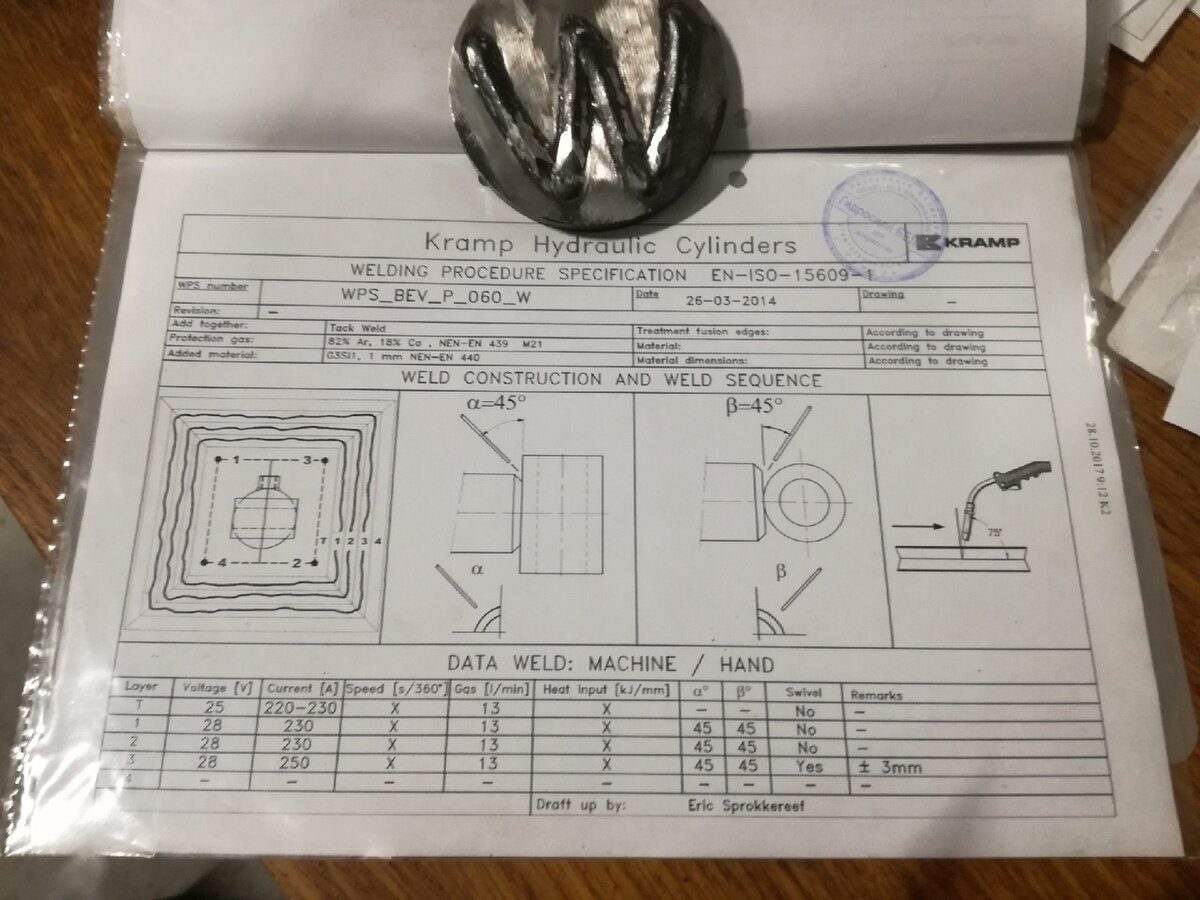
С виду казалось бы все просто: в документе описано полностью всё - ознакомился и сваривай. Однако в ходе работы появились сложные нюансы. Сложность заключалось в том, что этот шток с проушиной сваривается хоть и поворотно, но в три прохода и без остановки на достаточно высоком токе, что в свою очередь требовало быстрой скорости ведения дуги. В то время у меня была самодельная приспособа для вращения штока одной рукой.
Кроме этого, два первых шва должны были быть выполнены без колебательных движений, а третий, завершающий, с ними. При всём при этом, нужно было менять угол горелки, в зависимости от проходимого участка, на противоположный. И всё это без остановки на высокой скорости, как я уже упоминал ранее. Джерард потом контролировал это по провару с помощью макроанализа. (этот способ я описывал в своей статье - можете посмотреть по этой ссылке). Шов должен был иметь плотную и проваренную внутреннюю структуру, а также идеальный внешний вид, за которым Джерард очень пристально следил. Любое отклонение от WPS не принималось.
В тот день он дал мне тестовые образцы штоков и сказал сваривать до тех пор пока не выйдет идеально, а сам удалился к малярам. Я провозился около часа и у меня наконец-таки получились идеальные стыки.
Джерард хлопал в ладоши, когда увидел мою работу, которую я выполнил за короткое время. После небольшого макроанализа Джерард, на радостях, пригласил меня посетить производство в Нидерландах. Забегая вперёд скажу, что это была очень увлекательная и полезная командировка, о которой я рассказал в статье по этой ссылке.
Однако в этой бочке мёда была ложка дёгтя. Джерард увез с собой один из моих сваренных образцов в Голландию, чтобы сделать ренген-контроль. Через неделю пришёл ответ о том, что корневой стык имел трещину, а получилось так потому, что шток и проушина были выполнены из разнородных сталей - 35ой и 45ой. Из-за этого, а также из за созданного напряжения, на шве появлялась трещина.
Я сразу понял причину по которой это получилось. В сварочной спецификации Джерарда был упущен существенный нюанс - подогрев. После небольшого подогрева стыка проблема ушла сама собой, а Джерард был очень доволен тем, что удалось выявить причину и внести поправки в спецификацию.
Спасибо, что дочитали до конца! Читайте также:
- Идеальная ручная сварка
- Тест сварщика в Европе
Не забываем оставлять комментарии и лайки, а так же подписываться на канал в Дзен и наш канал EURO WELDER Вконтакте.