Автор статьи Алексей Митюк, Специалист по цифровому производству, Connective PLM
Высокоэффективное фрезерование
Ещё в 30-х годах 20-го века велись исследовательские работы по увеличению скорости резания, однако однозначно было установлено, что увеличение скорости резания приводит к увеличению температуры резания, а следовательно, уменьшению стойкости инструмента. В начале 60-х годов 20-го века в институте по производственной технике и режущим инструментальным станкам (PTW https://www.ptw.tu-darmstadt.de) технического института города Дармштадт удалось получить практические результаты в областях резания более 4700 м/мин и определить возможные выгоды.
До 90-х годов прошлого века основными сдерживающими факторами стали технические возможности оборудования, недостатки инструментальных материалов и систем управления, однако, в настоящее время, когда мы получили доступные в ценовом отношении шпиндели, твёрдые сплавы и высокопроизводительные системы управления, нет никаких сомнений в эффективности и преимуществах высокоскоростной обработки. Высокоскоростная обработка стала одним из важнейших факторов в области металлообработки для изготовителей инструментов и форм. Поскольку инструментальное обеспечение - важное звено в цепочке видов деятельности, определяющих стоимость нового продукта, этот факт играет решающую роль в решении вопроса стоимости продукта и скорости его появления на рынке, в конечном счёте – его конкурентоспособность.
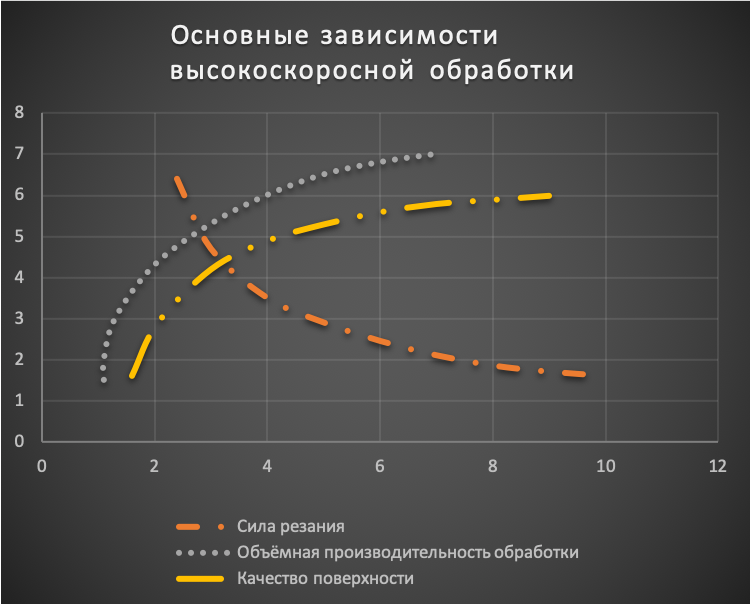
Эффект достижим, как это показано на диаграмме за счет большой объёмной производительности; высокого качество поверхности; низких сил резания; высоких резонансных частот; отвода тепла по стружке. Однако эти процессы сопровождает снижение стойкости инструмента.
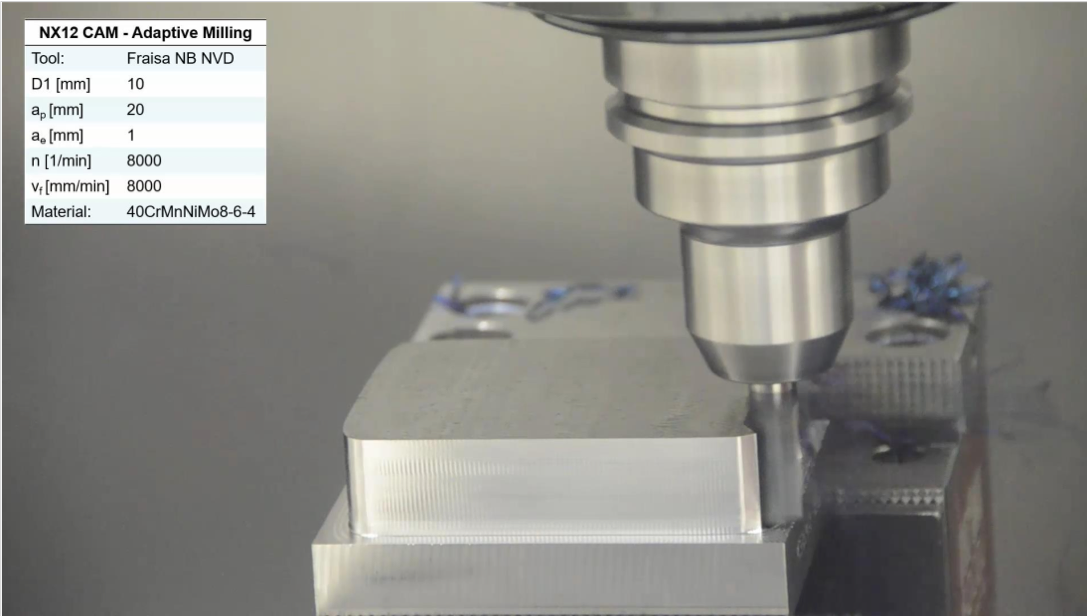
Ещё одной особенностью процесса высокоскоростного фрезерования является неразрывная связь всех компонентов производственной системы: геометрия инструмента, жесткость системы СПИД, производительности системы ЧПУ, адаптация CAM. Т. е. процесс высокоскоростного фрезерования должен рассматриваться как единое целое. Именно поэтому NX CAM не выделяет какую-либо операцию как специально предназначенную для высокоскоростной обработки, напротив, все операции в той или иной степени адаптируются к требования высокоскоростной обработки.
А именно, сглаживание траектории и обеспечение равномерного припуска. Для всех операций доступна настройка сглаживания траектории и перемещений без резания. Этот функционал обеспечивает плавность переходов во время резкой смены направления движений инструмента, что благотворно сказывается на кинематике станка. Но не решает проблемы повышенного износа инструмента, для этого был создан новый тип операции – Адаптивное фрезерование. Помимо обеспечения плавности движений станка операция позволяет обеспечить равномерную нагрузку на инструмент и распределить уровни обработки с максимальной эффективностью.
Параметры, на которые влияет CAM система это: сглаживание режущих движений, сглаживание перемещений без резания, операции, обеспечивающие равномерное распределение припуска (равнотолщинностьстружки), автоматический расчёт подачи F. Реальная толщина стружки зависит от величины подачи на зуб Fz и радиальной глубины резания. На рисунке ниже показано влияние радиальной глубины резания на действительную толщину стружки при одинаковой подаче на зуб.
Очевидно, что толщина стружки будет соответствовать “заданной” только в идеальных условиях, пока глубина резания будет более 50% диаметра инструмента. С уменьшением радиальной глубины резания будет происходить и утонение стружки. Это может приводить к ухудшению качества обработки, увеличению времени обработки, преждевременному износу инструмента. Правильная установка параметров резания может исключить эти недостатки. Поскольку возможности инструмента позволяют работать в более жёстких условиях, логично было бы воспользоваться этой возможностью, поэтому целью оптимизации может быть достижение максимальной производительности для разных условий резания. Так для того, чтобы обеспечить равную нагрузку при уменьшении радиальной толщины резания до 12,7% от диаметра инструмента, необходимо увеличить подачу в 1,5 раза. Уменьшение сил резания позволяет вести обработку на всю глубину инструмента, тем самым увеличивая производительность и равномерно распределять износ по всей режущей кромке.
Операция имеет и другие полезные функции.
Добавляет промежуточные уровни резания начиная с основного уровня по направлению снизу вверх. Такая траектория обеспечивает максимально равномерный износ инструмента, обеспечивает последовательный и равномерно распределённый припуск для наклонных и фасонных стенок, что особенно полезно для обработки формообразующих пресс-форм.
Инновационная технология предотвращения образования “Солдатиков”, удаляет оставшийся материал спиральной траекторией в начале или конце операции.
Достигнутая автоматизация расчёта траектории позволяет минимизировать необходимость применения дополнительных настроек.
Ставшая традиционной, операция чернового фрезерования приобрела возможность оптимизации подачи резания в операциях чернового фрезерования на основе модели в процессе обработки в зависимости от нагрузки на инструмент.
Пользователь может указать возможный диапазон изменения скорости подачи и номинальные параметры для конкретной операции. В зависимости от нагрузки на инструмент и интервала длины подача будет рассчитана для каждого участка обработки.
По материалам статьи: Advanced 3-Axis Milling. Автор: Alexander Freund
Дополнительные материалы: https://youtu.be/rbRkoFaF14k