В этой статье коротко рассмотрим ключевые моменты сварки трубы самым распространённым методом - плавящимся электродом ручной-дуговой сварки. Сварной стык трубы может быть: поворотный и неповоротный - с разделкой или без неё. Рассмотрим основные правила самого сложного варианта - неповоротный стык, свариваемый "снизу-вверх" с разделкой кромок, который чаще других встречается на монтажах различных трубопроводов:
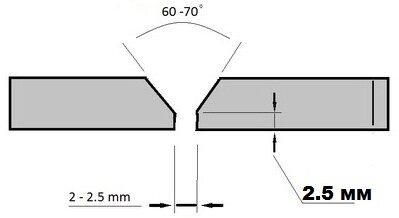
1. Подготовка стыка. Фаски стыка, как правило, должны быть 60-70 градусов (если иное не указано в технической карте) и притуплением кромок по диаметру используемого электрода - как правило 2 - 2.5 мм. Стык должен быть полностью очищен от ржавчины и прочих загрязнений и, в идеале, обезжирен.
2. Типы электродов. Для сварки трубы снизу-вверх хорошо подойдут электроды с небольшой текучестью такие как ЛБ-52, УОНИ-13/55 и др. Диаметр как правило 2 - 3 мм.
3. Прихватки. Количество прихваток зависит от диаметра трубы (делайте как можно меньше, однако такое количество, которое будет держать. Следите за тем, чтобы при сварке они не лопались). В идеале места прихваток не заполняются корнем шва, а срезаются, как только вы дотянули до них кусочек шва - это позволит избежать непровара отдельных участков.
4. Начало сварки. Начинать сваривать корень трубы методом "снизу-вверх" всегда стоит с потолочного положения, которое потом переходит в вертикальное и далее в нижнее. Самый сложный участок - переход от потолочного к вертикальному положению, потому что, если в этот момент не изменить угол ведения электрода или не снизить сварочный ток (с помощью помощника или самостоятельно) метал начнет стекать из сварочной ванны. Шов сваривается полумесяцами по разные стороны потолка и соединяется в верхнем положении трубы.
5. Корень шва. Корень шва, как правило, рекомендовано сваривать током обратной полярности наиболее возможно малым сварочным током, при условии, что электрод не захлёбывается в сварочной ванне.
6. Обратный валик. Это очень важное составляющее хорошего шва, обратный валик должен иметь высоту от 0 до 2 мм и иметь ровную и плотную структуру по всему диаметру.
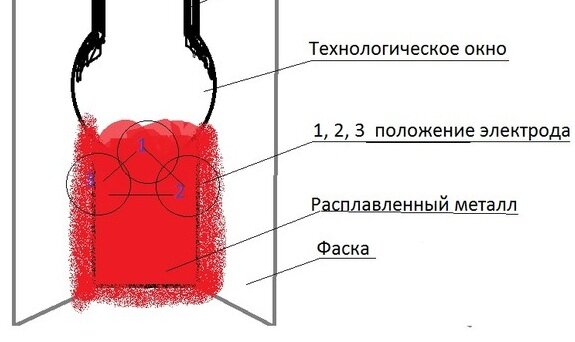
7. Технологическое окно. Для формирования идеального обратного валика и хорошего провара корня шва технологическое окно - самый важный момент. Техн. окно простым языком, это "шарик" который бежит впереди сварочной ванны и формирует обратный валик. От того, как ровно он распределен по обеим стенкам стыка и скорости его нанесения и зависит обратный валик, который на 90% определит качество вашего стыка.
8. Замки. Замки ещё один очень значимый момент. В тот момент, когда электрод полностью прогорел и вам нужно продолжить шов новым электродом - не забываем зачистить конец предыдущего шва! Таким образом вы избежите пор и не проваренного участка шва. Следующий шов следует начинать "разогнавшись" по предыдущему шву и проваривать зачищенный замок уже разогретым электродом.
9. Зачистка. После того как вы закончили корень шва вам важно полностью очистить его от шлака и иного мусора металлической щёткой или кордщёткой для болгарки. Это поможет избежать образования пор при сварки заполнения и облицовки.
10. Заполнение и облицовка. Финальная стадия вашего шва. При заполнение и формировании облицовочного шва соблюдаем все те же правил, что и при формировании корня (начало сварки, зачистка замков). Облицовочный шов должен иметь плотную структуру и низкую чешуйчатость, а так же следите за отсутствием подрезов.
Спасибо, что дочитали до конца! Также рекомендуем к прочтению:
- Законы Старого Сварщика
- Топ-3 электродов для сварки трубы "Сверху-Вниз"
Не забываем оставлять комментарии и лайки, а так же подписываться на канал в Дзен и наш канал EURO WELDER Вконтакте.