Метод выравнивания по профилю показателя преломления (метод PAS)
Метод PAS можно отнести к третьему поколению методов выравнивания, поскольку он появился после метода V-образных канавок и метода LID. Данный метод относится к классу методов выравнивания по сердцевине. Он был разработан компанией Fujikura в 1985 г. и на сегодняшний день является самым распространенным в силу своей надежности и, в то же время, простоты работы.
Проблема юстировки ОВ по сердцевине, главным образом, заключается в том, чтобы эту самую сердцевину увидеть. Если мы посмотрим на ОВ под микроскопом, то вследствие практически одинаковых показателей преломления оболочка и сердцевина будут неразличимы. На рис. 2.1 изображены фотографии под микроскопом одномодового и многомодового волокна. Сердцевина многомодового ОВ в пять раз больше, чем у одномодового, но диаметр оболочки у них одинаковый. Внешне мы видим только оболочку, поэтому просто так волокна не отличить.

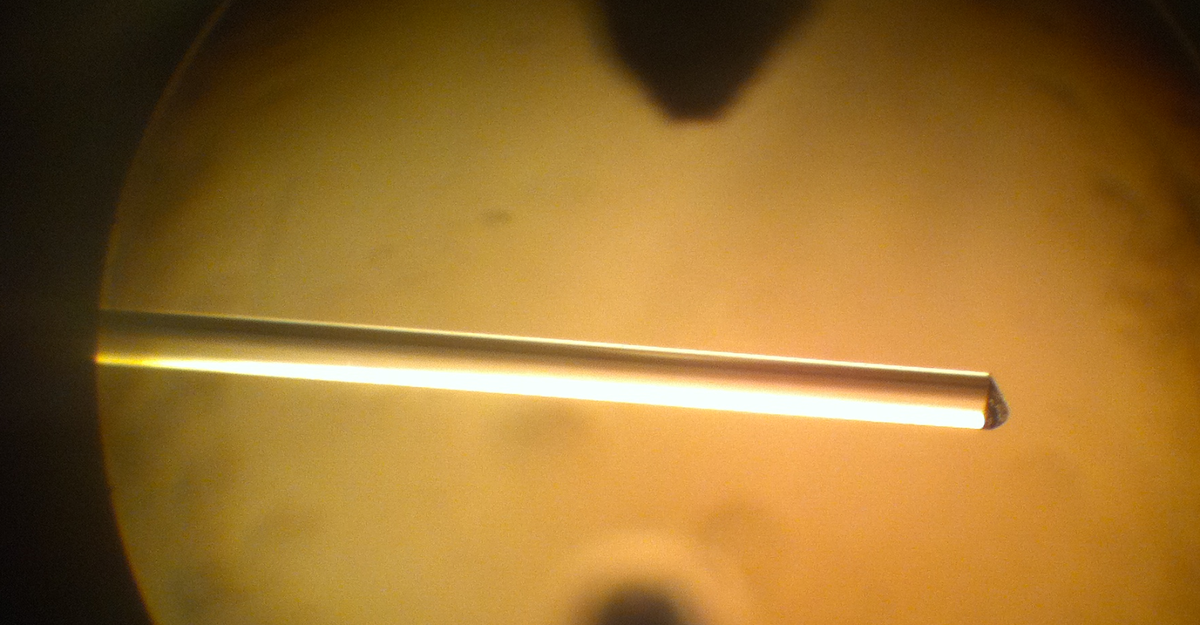
Рис 2.1 Вид ОВ под микроскопом
Таким образом, главная задача метода юстировки ОВ по сердцевине заключается в обнаружении этой самой сердцевины, а дальше уже в дело вступает механика. После обнаружения сердцевины шаговые двигатели под управлением микроконтроллера соответствующим образом совмещают волокна и далее они сплавляются посредством вольтовой дуги.
Если непосредственно сердцевины не видно, каким образом ее обнаружить? Давайте вспомним основы физики, раздел оптики. Всем известно, что в оптике активно используют линзы – прозрачные тела, имеющие сферическую поверхность. В силу законов преломления за счет сферической поверхности линзы все падающие на нее лучи света сводятся в одну точку – фокус линзы (рис. 2.2а).
Рис. 2.2.
По сути ОВ представляет собой стеклянный цилиндр, поэтому если расположить источник света сбоку от волокна, то его можно представить как двояковыпуклую линзу. Однако получится, что сердцевина – это одна линза с показателем преломления n1, а оболочка – другая линза с показателем преломления n2. То есть свет, проходя через оболочку и сердцевину, будет преломляться по-разному. Далее с помощью фотоприемника можно получить некоторую картинку распределения интенсивности света (преломленных лучей, прошедших через ОВ) в пространстве. На такой картинке в области сердцевины интенсивность света будет больше, в области оболочки – меньше (рис. 2.2б). Эти картинки как раз мы и видим на экране сварочного аппарата. Обратите внимание, что начиная с Fujikura FSM-40S экран монитора идет цветной, однако изображения волокон до сих пор остаются черно-белыми. Теперь вам должно быть понятно, почему так происходит. Цветной экран в новой модели лишь добавил привлекательность аппарата, однако с технической точки зрения ни чего не поменялось.
Чтобы убедиться в том, что можно действительно увидеть сердцевину ОВ, просвечивая его с боку и регистрируя преломленные лучи, проведем следующий эксперимент. Возьмем маломощный красный лазерный диод (длина волны 650 нм) и попробуем, посветив им на боковую часть ОВ, увидеть сердцевину. Если подобрать определенный угол и расстояние, то можно получить следующую картину (рис. 2.3). К сожалению фотоснимок плохо передает всю картину, поскольку получается слишком высокая интенсивность светового излучения. Однако "вживую" сердцевина и оболочка видна довольно четко. Для получения хорошего снимка нужно фотографировать с выдержкой.
Рис. 2.3 – Картина, полученная в результате просвета сбоку ОВ
Примерно такую же картину мы видим на экране сварочного аппарата.
Метод PAS благодаря своей относительной простоты и в то же время высокой эффективности используется в большинстве моделей сварочных аппаратов Fujikura, Fitel, Sumitomo, INNO, Jilong и др.
Помимо достоинств метод PAS конечно не лишен недостатков. Перечислим главные из них. Во-первых, при методе PAS нет возможности продолжать юстировку волокон в процессе их сплавления, что несколько снижет точность итогового результата. Во-вторых, оценка потерь после сварки получается менее достоверной, чем при методе LID.
Еще немного интересной информации о сварочных аппаратах
Важно знать, что крышка сварочного аппарата служит, прежде всего, защитой механической и оптической части прибора от пыли и грязи, а не для защиты человека от электрической дуги. Никакого сверх яркого вредного излучения для глаз она не производит (см. рис. 2.4а).
Важно также отметить, что не следует путать специализированные сварочные аппараты с теми, что используем мы связисты для повседневных работ. Как-то мне сообщили: "А вы слышали, что у Fujikura вышла новая модель FSM-100?". Данная линейка сварочных аппаратов предназначена для использования, в первую очередь, в лабораториях и исследовательских центрах, а также для некоторых областей производства, где от сварок требуются расширенные возможности (по сравнению с обычными телекоммуникационными сварками). Что же такого особенного может быть в таких сварочных аппаратах? Например, некоторые такие аппараты сваривают ОВ дугой, образованной тремя электродами (рис. 2.4б). Это запатентованная технология 3-Phase Ring of Fire, которая применяется в специальных сварочных аппаратах Fitel для работы с ОВ большого диаметра, с фотонно-кристаллическими волокнами, с волокнами, сохраняющими состояние поляризации (Polarization maintaining fibers), а также при изготовлении волоконно-оптических усилителей на оптическом волокне, легированном ионами эрбия (EDFA). Эта технология используется, например, в аппарате Fitel S184 (рис 2.5).
Рис. 2.4 – Электрическая дуга в аппарате для сварки ОВ
Рис.2.5 Внешний вид специализированного сварочного аппарата Fitel S184
В заключении хочется дать небольшие рекомендации людям планирующим приобретение сварочного аппарата, но не являющимися специалистами в этой области. На что, кроме конечно же цены, в первую очередь стоит обращать внимание при выборе сварочного аппарата:
- применяемая система юстировки ОВ (по оболочке или по сердцевине);
- входит ли в комплект скалыватель (обращайте внимание на слово KIT – переводится как набор, комплект), может быть несколько различных комплектов – KIT A, KIT B и т.д.;
- ресурс работы от аккумуляторной батареи (количество сварок). Желательно, чтобы в комплекте шло несколько батарей;
- гарантия;
- время сварки и термоусадки КДЗС.