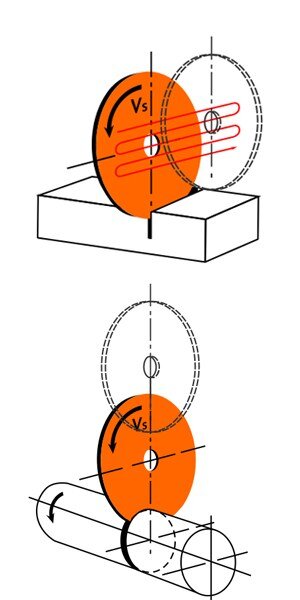
Для работы отрезными кругами существуют две правильные техники: возвратно-поступательная и вращательная. Первая используется для работы с листовым материалом большой толщины и заготовками больших размеров. Вращательная техника используется преимущественно для резки заготовок круглого сечения. При относительно маленькой толщине отрезного диска и большим поперечным сечением заготовки: деталь вращается вокруг своей оси.
И так давайте разберем какие проблемы чаще всего
возникают при работе с абразивным инструментом:
1. U-образный вырыв и как следствие разрушение по
периметру.
2. Вырыв центрального кольца без разрушения самого
диска.
3. Рассыпание тела диска с обнажением армировочной
стеклосетки.
4. Наплавление режущей кромки.
5. Процесс резки без эффекта само-затачивания.
6. Посинения заготовки.

U-образный вырыв обычно происходит при закусывании
диска заготовкой - это сопровождается также мгновенной
остановкой УШМ. Это одна из самых распространенных
ошибок, причина – неправильно закрепленная заготовка и
как правило возникающая из-за этого повышенная
вибрация. Чем дальше место реза от места фиксации, тем
больше вибрация. Как избежать данных проблем?! – легкое
движение УШМ вперед и назад(поступательный метод), а
так же место реза должно быть максимально близким к
месту фиксации детали.
Полный или частичный вырыв центрального кольца – это один из самых опасных случаев при работе
причиной которому служит неправильная эксплуатация.
Причины:
Причины:
- Сильная поперечная нагрузка (неправильный угол атаки, а также поворот или наклон УШМ в бок).
- Отрезной диск по металлу используется как шлифовальный.
- Несоответствие диаметров прижимных фланцев.
- Пережатая контр гайка на штифте УШМ.
Обнажение стеклосетки и растрепанный край режущей кромки (распушение). Причина – закусывание,
вибрация, вибрация совместно с сильным давлением. Этого можно избежать опять таки при использовании
возвратно-поступательной техники реза, а так же место реза должно быть на близком расстоянии от места
фиксации. Плавно заводить диск в область контакта.
Наплавление режущей кромки – заполировывание – как следствие не эффективный рез. Причиной может
быть маломощная угловая шлиф машинка, слишком большая длина линии контакта с деталью. Процесс
резки металла отрезным кругом возможен только благодаря процессу само затачивания режущей кромки,
который происходит следующим образом: после сгорания бакелитовой связки затупившееся зерно выпадает
и на его месте появляется новое, более острое зерно. И так до того момента пока диск не сточится
полностью.
Посинение нержавеющего металла и как следствие коррозия. Причина – диском сначала резали
заготовки из простого металла, а потом применили для нержавеющей стали. Или же диск низкокачественный
и содержит в бакелитовой связки примеси из железа и серы. При эффективной резке, температура в зоне
соприкосновения круга с заготовкой не должна превышать 310 градусов. При повышении температуры
свыше 400 градусов, появляется риск возникновения коррозии. Вот советы которые помогут вам избежать
перегрева диска и заготовки:
- Правильная скорость 70 -80 м/с.
- Возвратно-поступательная техника резки.
- Заготовка не должна быть разрезана в один проход.
- Использование максимально возможной скорости УШМ.
- Рез должен производиться перпендикулярно заготовке.
- Минимальная глубина погружения диска в металл.
Пожалуйста помните о технике безопасности !