Существует острая необходимость в разработке функциональных биоматериалов, стимулирующих регенерацию тканей при различных условиях. Такие материалы в совокупности именуются "биоактивными" материалами. Эффективность ортопедических устройств значительно возрастает, если они являются биоактивными и способны развивать естественную кость с окружающей тканью. Многие современные ортопедические устройства изготовлены на основе сплавов металлов, поскольку они легкодоступны, механически прочны и биосовместимы. Однако эти металлические сплавы не могут развить естественную связь с окружающей тканью и подвержены износу и коррозии, что приводит в действие механизм реакции посторонних тел, приводящий к разрушению. Кроме того, металл и металлические сплавы редко используются для обработки, требующей полной или частичной резорбции.
В частности, включение агента в биоматериалы является предметом многочисленных исследований в связи с широким спектром его антибактериальных свойств и отсутствием бактериальной устойчивости. Концентрация терапевтического серебра [Ag] колеблется от 0,1 до 1,6 ppm, уничтожая бактерии без вреда для эукариотических клеток. Стабилизация Ag+ в структуре стеклокерамики также показала, что ионы Ag+ высвобождаются контролируемым образом, что делает его подходящим для включения ионов Ag+.
Кроме того, 3D открытые пористые леса с взаимосвязанной пористостью могут обеспечить необходимый путь к окружающим тканям для миграции и восстановления утраченных или поврежденных тканей по всему объему. Предполагается, что химические, морфологические и микроструктурные свойства лесов должны обеспечивать необходимые сигналы для пролиферации и дифференцировки клеток, которые могут привести к регенерации функциональных тканей. Стекло и стеклокерамика привлекли внимание сообщества биоматериалов в качестве потенциальных материалов для изготовления 3D строительных лесов.
Существует множество способов изготовления 3D лесов. Методы на основе солнечных гелей идеально подходят для обработки стеклянных и стеклокерамических лесов. Для изготовления мезопористых 3D лесов с площадью поверхности >100 м2/г использовалось изготовление на основе раствора, поскольку скорость биоактивности возрастает при увеличении отношения площади поверхности к объему. В золь-гелевой технологии часто используются жертвенные шаблоны для изготовления 3D стеклянных или стеклокерамических лесов. Полиуретановые пены часто используются в качестве шаблонов, поскольку ими можно манипулировать для создания лесов с оптимальными трехмерными сетями. Вышеуказанные характеристики развивают способность контролировать многоуровневую структуру строительных лесов, что имеет первостепенное значение, так как необходимо четко понимать взаимосвязь между структурой и свойствами лесов.
В данной работе изготовлены и охарактеризованы 3D биоактивные стеклокерамические леса, содержащие ионы серебра для возможного применения в биологических и антибактериальных целях. Структура этих лесов характеризовалась в различных шкалах длины с использованием различных дополнительных микроскопических и спектроскопических методов. Биологическая активность лесов была подтверждена путем воздействия имитируемой жидкости организма с последующим морфологическим и химическим исследованием.
Производство
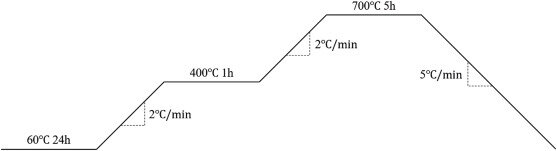
В основе конструкции лесов лежит серебросодержащая биоактивная стеклокерамика (Ag-BG) в системе. Стеклокерамические леса были изготовлены с использованием метода жертвенного шаблона и специальной термической обработки полимерных пен, покрытых раствором, как описано в работе Жу и др. Золь-гелевое биоактивное стекло 58S на стадии раствора смешивается со ступенью раствора зольгелеобразной стеклокерамики в системе 60SiO2 - 6CaO - 3P2O5 - 14Al2O3 - 7Na2O5, где ранее был произведен по 24% раствора. После смешивания двух золь-гелевых прекурсоров полученный раствор перемешивали в течение 17 ч для обеспечения однородности. Стеклокерамические леса 3D были изготовлены методом жертвенного шаблона путем кальцинирования полиуретановых пен с покрытием из раствора Ag-BG. Короче говоря, пенополиуретан разрезали на кубики 25,4×25,4×25,4×25,4 мм, погружали в этанол и ультразвуково очищали в течение 15 минут. Пены высушивали в течение 60 минут в течение 15 минут и пропитывали в описанном выше комбинированном растворе золь-геля в течение примерно 2 минут. Затем пенопласты удалялись из раствора, сжимались на 50% на каждой главной оси в течение 5 с для высвобождения избыточного раствора зольгеля и помещались в печь при 60 °C в течение 2 минут. Этот процесс повторялся в каждой выборке шесть раз. Пенопласты с покрытием высушивались в течение 60 часов, чтобы обеспечить надлежащее застывание раствора. В ходе термообработки пенополиуретаны с покрытием подвергались температуре 400 при скорости нагрева 2 °C мин-1 и времени выдержки 1 ч до выгорания полиуретановой пены до 700 с такой же скоростью нагрева и временем выдержки 5 ч. Термическая обработка позволила удалить жертвенный шаблон.