Я говорю о КЛАПАНАХ из СТАЛИ и ЧУГУНА, где до сих пор традиционный процесс для их производства делится на два этапа:
1. ТОЧЕНИЕ
2. ФРЕЗЕРОВАНИЕ/СВЕРЛЕНИЕ
Я посетил компанию, где первый этап обычно выполняют на горизонтальном токарном станке для маленьких клапанов, или на вертикальном токарном станке для более крупных клапанов, а затем их переставляют на более или менее большой обрабатывающий центр в зависимости от размера обрабатываемого клапана.
Эти два этапа выполняются с двумя типами станков, токарный станок и обрабатывающий центр, но для того, чтобы производить в большом количестве, я также видел ситуации, когда они были организованы следующим образом:
• Токарный станок No 1: Точение первого фланца
• Токарный станок No 2: Точение второго фланца
• Токарный станок No 3: Точение третьего фланца
• Обрабатывающий центр No 4, 5 и 6: Фрезерование
• Сверлильный станок No 7, 8: Сверление отверстий фланца
• Сверлильный станок No 9, 10: Нарезание резьбы фланца
• Отдел зачистки клапана от заусенцев вручную
ДАВАЙТЕ СРАЗУ К ДЕЛУ, БЫЛО БЫ ЗДОРОВО ИМЕТЬ СТАНОК, НА КОТОРОМ МОЖНО ОБРАБОТАТЬ КЛАПАН ПОЛНОСТЬЮ НА 100%?
Да, потому, что при производстве, где станки размещены последовательно, и каждый выполняет свой этап, Вы знаете, что происходит?
ВОТ ОНИ 7 КРИТИЧЕСКИХ ТОЧЕК, КОТОРЫЕ ВОЗНИКАЮТ ПРИ ТАКОМ ПРОИЗВОДСТВЕ:
1. Проблемы качества из-за переустановки детали;
2. Высокие затраты на персонал;
3. Слишком много человеческих переменных = непостоянство производства;
4. Много людей = много проблем в управлении ими;
5. Большая занимаемая площадь и много передвижений детали;
6. Цепь слишком длинная WIP (Work In Progress), трудно держать под контролем, слишком много деталей простаивает между различными этапами;
7. Автоматизировать? Очень сложно и дорого.
КАКОВЫ ПОСЛЕДСТВИЯ С ПЕРЕЧИСЛЕННЫМИ ВЫШЕ ПРОБЛЕМАМИ?
К сожалению, у нас есть процент жалоб со стороны клиентов на качество деталей. Несомненно, не просто производить качественные детали, работая по чертежу, и без заусенцев с этой длинной очередью станков, выстроенных один за другим.
Мы все очень хорошо знаем, что, когда есть неудовлетворенный клиент, дни становятся более тяжелыми, рынок становится всё меньше и меньше, и есть много других компаний, готовых перехватить клиента, который ищет альтернативу. Что касается расходов на персонал, то это тоже очень весомый аргумент, и не только потому, что расходы на персонал сильно влияют на деталь, а ещё и потому, что сегодня существует большое количество персонала, непосредственно участвующего в производственном процессе, и тем больше человеческая ошибка, и, если эта ошибка называется “человеческой ошибкой”, то, есть ПРИЧИНА: ее совершает человек! И ещё о персонале, чем его больше, тем труднее держать его на уровне по различным аспектам обучения, таким, как профессиональная подготовка, обучение охране труда, а также в целом управление человеком, оплачиваемый отпуск, болезни, отгулы и т.д.
На сегодняшний день занимаемая площадь также имеет большое значение и поэтому в стоимости затрат с таким количеством станков также должна учитываться и занимаемая станками площадь, так как с этим связаны расходы, такие как страхование цеха, отопление, освещение, налоги и т.д.
Давайте проанализируем знаменитый WIP (Work In Progress), то есть, когда заготовки простаивают между одной и другой обработкой. Поскольку мы имеем много разных станков в очереди один за другим, между ними образуются накопления из частично обработанных заготовок. И иногда по причине человеческой ошибки в процессе сборки выясняется, что пропущена одна из обработок, или, что ещё хуже, такая деталь доходит до конечного клиента, не соответствуя требованиям чертежа, в результате чего появляются проблемы, которые мы прекрасно знаем.
ЧТО МОЖНО СКАЗАТЬ, ЕСЛИ В ОДИН ПРЕКРАСНЫЙ ДЕНЬ МЫ ЗАХОТИМ АВТОМАТИЗИРОВАТЬ ЭТИ СТАНКИ?
Легко догадаться, что с большим количеством станков, используемых в обработке, нужно большое количество роботов и транспортных конвейеров, следовательно, более высокие затраты на автоматизацию и очень высокий уровень сложности.
НО ТОГДА КАК МОЖНО СТАТЬ БОЛЕЕ КОНКУРЕНТОСПОСОБНЫМ?
ВОТ РЕШЕНИЕ!
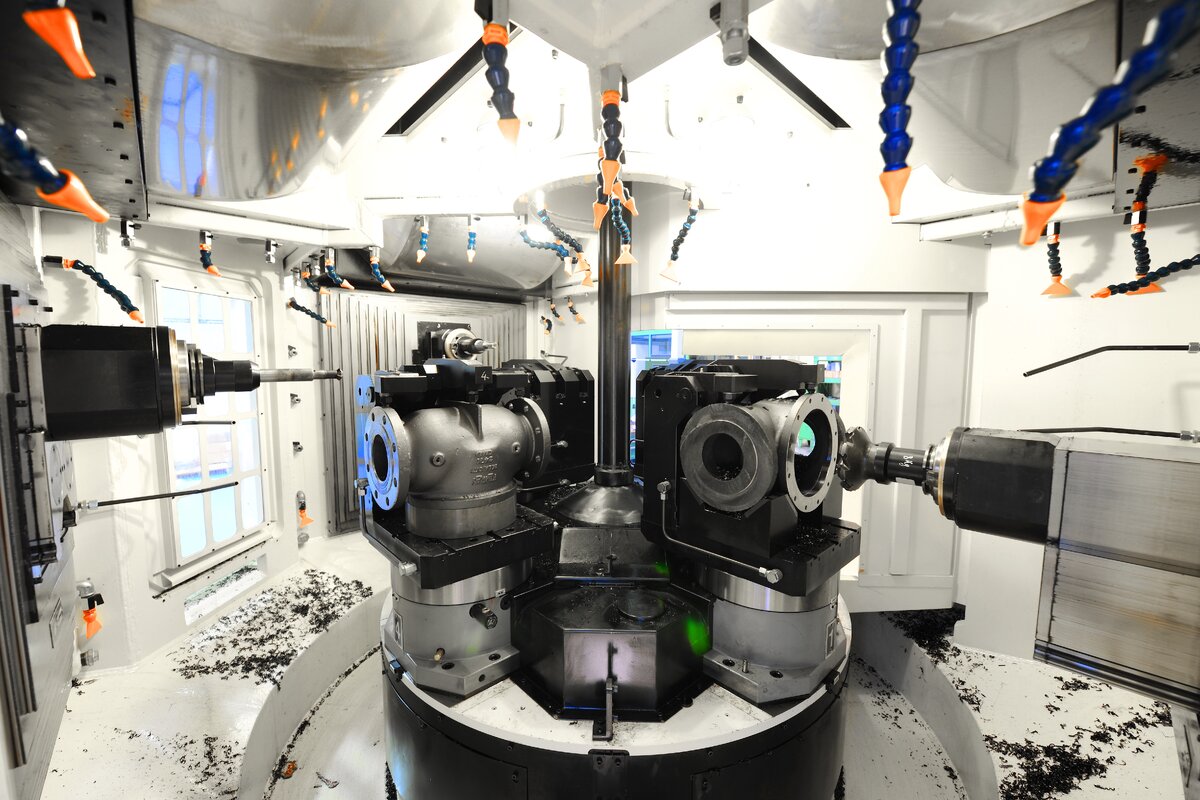
В БОРЬБУ ВСТУПАЕТ MULTICENTER LATHE СО СТАНЦИЕЙ ТОЧЕНИЯ!
• СТАНЦИЯ 1: Фрезерование
• СТАНЦИЯ 2: Точение фланцев
• СТАНЦИЯ 3: Сверление/Нарезание резьбы в отверстиях фланцев/Удаление заусенцев
• СТАНЦИЯ 4: Загрузка/Разгрузка детали (в то время как станок работает!)
Как можно легко догадаться, время обработки клапана делится между 3-мя независимыми рабочими станциями, клапан зажимается только один раз и обрабатывается полностью без каких-либо переустановок в пользу точности обработки.
ОДИН MULTICENTER LATHE ПРОИЗВОДИТ КАК МНОГО СТАНКОВ СО СЛЕДУЮЩИМИ 10 ПРЕИМУЩЕСТВАМИ:
1. Сокращение издержек на рабочую силу (1 оператор, а не 3/4 оператора);
2. Меньше человеческих переменных = меньше ошибок (значительное уменьшение брака);
3. Мало персонала = меньше проблем в управлении им (и обучение проще);
4. Меньше занимаемая площадь и уменьшение передвижений деталей (сокращение расходов);
5. Короткая цепь WIP (Work In Progress) = легко держать под контролем;
6. Автоматизировать? Намного проще и дешевле (1 станок и только 1 робот!);
7. Стоит дешевле, чем ряд станков;
8. Энергопотребление меньше, чем у ряда станков;
9. Меньше затрат на оснастку (3/4 станка со сменой паллет имеют 6/8 оснасток, MULTICENTER LATHE только 4!);
10.Производительность выше (благодаря сокращению времени простоя и времени смены инструмента, смены паллет).
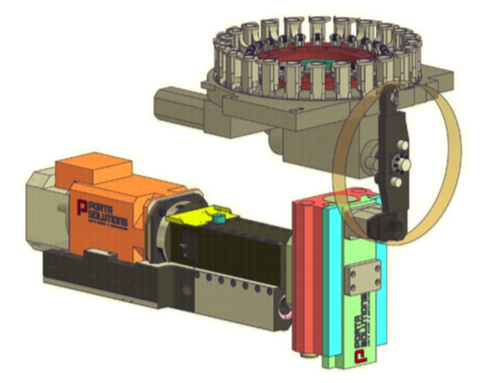
ВОТ КАК ВЫГЛЯДИТ MULTICENTER LATHE...
Я ХОЧУ БЫТЬ НА 100% ПРОЗРАЧЕН С ВАМИ, И ПРЕДУПРЕЖДАЮ, ЧТО:
ДАЖЕ MULTICENTER LATHE ЭТО РЕШЕНИЕ НЕ ДЛЯ ВСЕХ КЛАПАНОВ!
На самом деле, если как концепция, то кажется, что он ОПТИМАЛЬНО подходит для всех клапанов, но это не так, МУЛЬТИЦЕНТР нашел свое применение для клапанов:
ЗАПОРНЫЕ, СФЕРИЧЕСКИЕ, ОБРАТНЫЕ КЛАПАНЫ, КОНИЧЕСКИЕ КЛАПАНЫ, ШАРОВЫЕ КЛАПАНЫ, РАЗМЕРЫ ОТ 1⁄2 ДО 4 ДЮЙМОВ, А ТАКЖЕ КЛАПАНЫ БАБОЧКИ ДО 12 ДЮЙМОВ.
ВНИМАНИЕ!!!
ПОЧЕМУ НЕ ПОКУПАТЬ MULTICENTER LATHE!
Для клапанов больших размеров, он не является правильным решением, потому что чем больше по размерам клапаны, тем в меньших количествах они будут производиться.
И наоборот: ЧЕМ МЕНЬШЕ ПО РАЗМЕРАМ КЛАПАНЫ, ТЕМ В БОЛЬШИХ КОЛИЧЕСТВАХ ОНИ БУДУТ ПРОИЗВОДИТЬСЯ и КОНКУРЕНЦИЯ БОЛЕЕ ЖЕСТКАЯ, в этом случае обязательно нужен MULTICENTER LATHE.
ОТ ЭТОЙ ИДЕИ РОДИЛСЯ MULTICENTER LATHE ДЛЯ ЗАПОРНЫХ, СФЕРИЧЕСКИХ И ПОДОБНЫХ КЛАПАНОВ ОТ 1⁄2 ДО 4 ДЮЙМОВ И ДЛЯ КЛАПАНОВ БАБОЧЕК ДО 12 ДЮЙМОВ
ПОЧЕМУ ТОЛЬКО ЭТИ РАЗМЕРЫ, А НЕ ВЕСЬ ДИАПАЗОН?
Объяснение заключается в том, что в дюймовом диапазоне 1⁄2 / 4 для ЗАПОРНЫХ, СФЕРИЧЕСКИХ и подобных клапанов, а также до 12 дюймов для клапанов БАБОЧЕК конкуренция является очень жесткой, поэтому нужен быстрый станок, конкурентоспособный, разработанный для того, чтобы дать максимум в диапазоне до 4 дюймов /12 дюймов, так как в этом диапазоне, если Вы не конкурентоспособны, то, как в боксе, за короткое время получите много ударов, и всё закончится НОКАУТОМ, низкая цена Вас раздавит! В диапазоне более 4 дюймов объемы резко сокращаются и больше не имеет смысла делать станок, который выполняет операции параллельно, ТРАДИЦИОННЫЕ станки снова вступают в игру, и являются хорошим выбором Подтверждение состоит в том, что это очень конкурентный сегмент с большими объемами производства, что вытесняет традиционные станки, потому что нужно будет использовать слишком много станков для того, чтобы справиться с такими объемами производства клапанов, но больше станков означает:
1. Затраты на персонал больше, один оператор на каждый станок;
2. Слишком много человеческих переменных = непостоянство производства;
3. Много людей = много проблем в их управлении;
4. Большая занимаемая площадь;
5. Больше установленная мощность (транспортеры стружки, гидравлические станции);
6. Автоматизировать? Очень сложно и дорого.
ВЫ ГОТОВЫ СОКРАТИТЬ ИЗДЕРЖКИ ПРИ ПРОИЗВОДСТВЕ И ПОВЫСИТЬ РЕНТАБИЛЬНОСТЬ ДЛЯ КЛАПАНОВ ОТ 1⁄2 ДО 4 ДЮЙМОВ И КЛАПАНОВ БАБОЧЕК ДО 12 ДЮЙМОВ?
Пример обработки:
• ЗАПОРНЫЙ КЛАПАН 2 ДЮЙМА: 119 секунд (2 минуты)
• КЛАПАН БАБОЧКА 10 ДЮЙМОВ: 320 секунд (5,3 минуты)