
В предыдущей части мы рассмотрели команды, знания которых дают возможность создавать практически любые программы для станка ЧПУ.
Теперь давайте расширим наши знания командами создания круговой траектории и командами, которые позволят нам быстро работать в различных типах координат.
Прежде чем описывать команды интерполяции окружностей, необходимо задать плоскость, в которой мы будем эти окружности описывать, для этого в стандарте существуют команды:
G17 - в качестве рабочей используется плоскость XY
G18 - в качестве рабочей используется плоскость XZ
G19 - в качестве рабочей используется плоскость YZ
Синтаксис команды выглядит так:
G02(3) X Y I J F, где
- X и Y - координаты точки, где надо закончить окружность. Обращу внимание, что начинается окружность из точки, куда поставили инструмент ПРЕДЫДУЩЕЙ КОМАНДОЙ. Будьте внимательны, одна и та же команда из разных точек может дать разный результат. При выборе плоскости отличной от XY, необходимо использовать имена осей, образующих плоскость, и обязательно задавать ее перед использованием G02 и G03 с помощью команд, описанных выше.
- I и J - расстояния до центра окружности из текущей точки по соответствующим осям. Именно расстояния относительно текущей точки. (читать медленно).
- F - скорость, с которой инструмент будет проходить по траектории. Необходимо учитывать и рекомендуется уменьшать скорость прохождения окружности относительно скорости линейного рабочего перемещения G01, как минимум на 30%, а еще лучше на 50%.
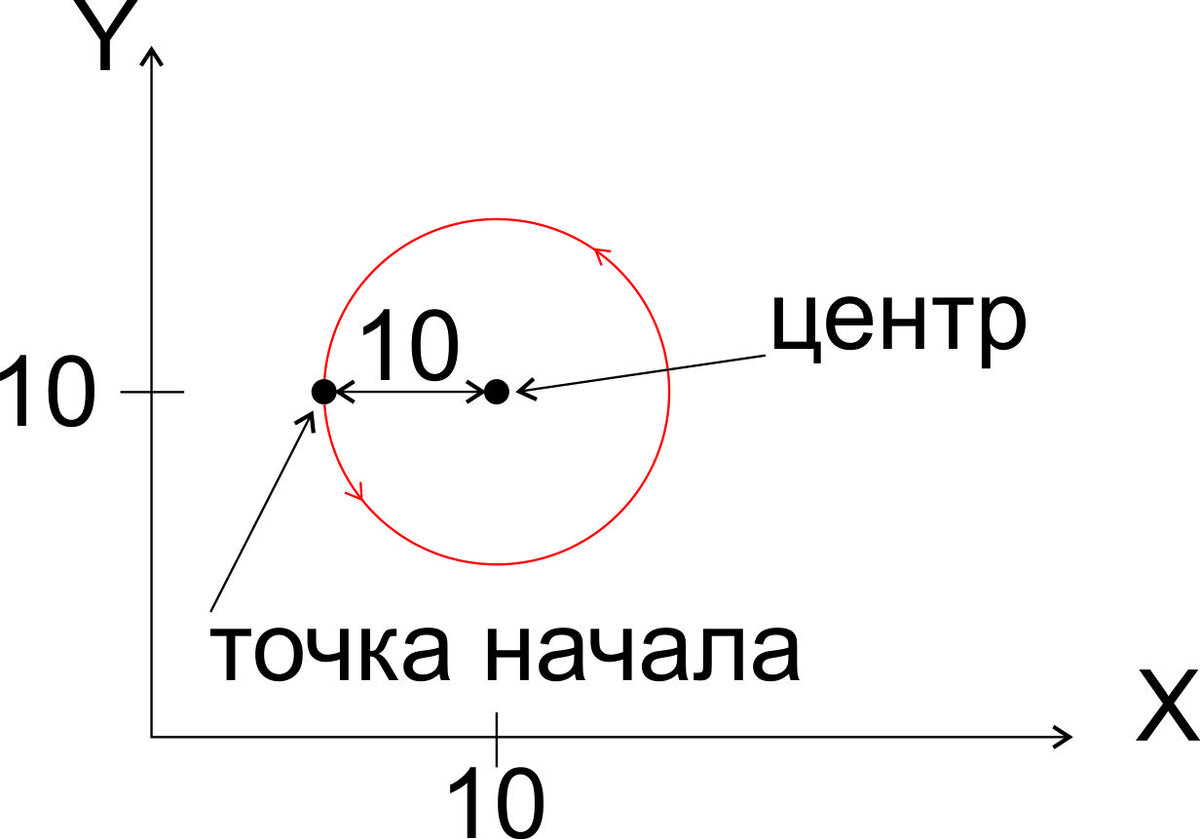
Пример, картинка выше.
Код программы такой:
G90 G21 G17 - устанавливаем абсолютную систему координат, работаем в мм и на плоскости XY
G00 X5.0 Y10.0 - ставим инструмент в точку начала {5;10}
G02 X5.0 Y10.0 I5.0 J0.0 F250 - описываем полную окружность, радиусом 5 мм, относительно центра с координатами {10;10}.
Если мы хотим получить только часть окружности, то делаем так:
G90 G21 G17 - это уже понятно, одна строчка в начале программы
G00 X10.0 Y15.0 - ставим инструмент в точку начала окружности
G02 X10.0 Y5.0 I0.0 J-5.0 F500 - тут так, {10;5} точка конца дуги, I равно 0 потому что точка цента дуги лежит по оси Х там же, где и точка начала, а по оси Y -5 потому, что 10-15=-5, где 10 абсолютная координата центра, 15 - координата по Y точки начала, т.е. едем против оси (это минус) на 5 мм для того, что бы попасть в точку центра. Не забываем, что I J это расстояние от точки начала до точки центра.
И по традиции маленький пример с разбором.
G90 G21 G17 - абсолютные координаты, мм и рабочая плоскость XY
G00 X0.0 Y0.0 Z20.0 - ставим фрезу в высоту безопасности по Z=20 мм и в начало координат на рабочей плоскости
M3 S20000- включаем шпиндель на оборотах 20 000 в минуту
G01 Z-2.0 F150 - медленно опускаем фрезу в тело заготовки на глубину -2 мм
G01 Y100.0 F500 - начинаем двигаться по Y на 100 вверх со скоростью полметра в минуту
G01 X100.0 - двигаемся по Х вправо на 100 мм
G01 Y0.0 - двигаемся по Y вниз (вниз, вверх, вправо, влево - это на рабочей плоскости) на 100 мм
G01 X0..0 - и двигаемся по X влево на 100 мм, замыкая квадрат со стенкой 100 мм
G00 Z20.0 - поднимаем фрезу на 22 мм вверх по Z (не забываем, что стоим на глубине -2 , а указываем координату 20)
G00 X25.0 Y50.0 - перемещаемся в точку начала окружности
G01 Z-2.0 F150 - опускаем фрезу на глубину резки
G02 X25.0 Y50.0 I25.0 J0.0 F250 - и описываем окружность радиусом в 25 мм с центром в точке {50;50}
G00 Z20.0 - поднимаем фрезу
M5 - выключаем шпиндель
G00 X0.0 Y0.0 Z20.0 - и перемещаем инструмент в начало координат
M30 - конец программы
Удачной резки! И бойтесь M3 G0 Z-100.0
Если понравилось - ставим ЛАЙК. Будет продолжение.