
Предисловие автора канала
"Процесс плазменного восстановления оксида железа газообразным метаном и его технологическая перспектива" - пожалуй так можно перевести статью специалистов кафедры металлургии университета горного дела, металлургии и материалов в городе Леобен (Австрия). Оригинал данной научно-исследовательской статьи можно найти по данной ссылке.
В настоящее время в мире активно раскручивается так называемая "зеленая" компания за снижение "углеродного влияния" жизнедеятельности человечества на окружающую среду в свете ожидаемого глобального изменения климата. В мировых СМИ можно наблюдать огромное число публикаций на данную тему. Среди них можно выделить такие, как выступление Грэты Тумберг в ООН, статья Билла Гейтса «COVID-19 - Это ужасно, но изменение климата будет еще страшнее...» - см. ссылку, выступление А.Б.Чубайса о необходимости внедрения в РФ «углеродного налога» - см. ссылку, книга Клауса Шваба "COVID-19. Глобальная перезагрузка", которая фактически вся пронизана цитатами о глобальном изменении климата (полный дословный перевод данной книги можно найти по ссылке, скачать полный дословный перевод данной книги в формате PDF можно по данной ссылке).
Мы не будем останавливаться в данной публикации о предполагаемых причинах данной компании (это тема отдельных публикаций). Отметим только то, что в свете разворачиваемой компании - экологические требования к технологиям "нового" уклада будут с течением времени только повышаться. Особенно это относится к металлургическим технологиям, которые занимают значительную долю среди технологий, загрязняющих атмосферу Земли. Поэтому особенный интерес в настоящее время вызывают новые разработки в данной отрасли - так называемые GreenSteel технологии.
Представленная ниже статья австрийских ученых (опубликованная в открытом доступе в апреле 2007 года) говорит о том, что на Западе уже более 10 лет всерьез занимаются разработкой внедоменных процессов в металлургии с целью снижения выбросов СО2. Особый интерес, по мнению австрийских специалистов, представляет метановое жидкофазное восстановление железа - или так называемая «метановая металлургия». Данная технология в Европе вряд ли будет иметь перспективу, т.к. в Европе отсутствуют сколько нибудь значимые месторождения природного газа. Весь газ либо российский, либо возможно будет американский. В связи с тем, что РФ располагает значительными запасами природного газа, на взгляд автора канала, «метановая металлургия» - это чисто российское стратегическая перспектива развития отечественной металлургии. Вместе с этим стоит отметить, что данные разработки могут иметь интерес и в США (сланцевый газ).
Очень жаль, что на пространстве РФ фактически отсутствуют сколько-нибудь значимые попытки внедрения аналогичных разработок. В основном - это процесс "одиночек"-энтузиастов и небольших групп оставшейся на плаву фундаментальной науки. Все предлагаемые в РФ варианты страдают отсутствием подробного бизнес-анализа идеи нового производственного процесса и всесторонней оценки рисков внедрения (в том числе и в долгосрочной перспективе). Такой бизнес-анализ должен базироваться прежде всего на разработанной математической модели тепломассового баланса предлагаемых технологий. Сказывается нехватка фундаментальных исследований в данной области.
Автор будет признателен, если читатели в своих комментариях представят информацию о наличии в РФ специалистов, готовых участвовать в разработке таких моделей.
Итак начнем пожалуй...
Plasma Reduction of Iron Oxide by Methane Gas and its Process Up-scaling − Процесс плазменного восстановления оксида железа газообразным метаном и его технологическая перспектива
Karim Badr, Eduard Bäck, Wilfried Krieger
Department of Metallurgy, University of Mining, Metallurgy and Materials, Leoben, Austria
Кафедра металлургии, университет горного дела, металлургии и материалов, Леобен, Австрия
This paper investigates the characteristics of the methane plasma reduction of iron ore in comparison to that of the hydrogen plasma reduction process. Although hydrogen plasma smelting reduction (HPSR) has potential advantages as a steel making alternative in terms of simplicity (less operation units) and less harmful detrimental environmental implications, its high cost has a negative influence on its usage. In this regard, natural gas (> 96 % methane) could be adopted in the field of plasma smelting reduction. A brief comparison between hydrogen and methane options has been carried out experimentally. Heat and mass balance models were conducted to explore the features of up-scaled processes with respect to consumption figures and CO2 emissions. It was found that the methane plasma is a good alternative for iron oxide smelting processes.
В данной работе исследуются характеристики процесса восстановления железной руды метановой плазмой по сравнению с процессом восстановления водородной плазмой. Хотя водородно-плазменное восстановление плавки (HPSR) имеет потенциальные преимущества в качестве альтернативы сталеплавильному производству с точки зрения простоты (меньше эксплуатационных единиц) и менее вредных вредных экологических последствий, его высокая стоимость оказывает негативное влияние на его использование. В связи с этим природный газ (> 96% метана) может быть использован в области восстановления железа с помощью плазменной плавки. Экспериментально проведено краткое сравнение вариантов водорода и метана. Были проведены модели тепломассобаланса для изучения особенностей масштабируемых процессов в отношении показателей потребления и выбросов CO2. Было установлено, что метановая плазма является хорошей альтернативой процессам плавки с восстановлением оксида железа.
Keywords: methane plasma smelting reduction, hydrogen plasma smelting reduction, reduction of iron ores, process up-scaling, CO2 emissions.
Ключевые слова: восстановление метановой плазменной плавки, восстановление водородной плазменной плавки, восстановление железных руд, технологическая окалина, выбросы CO2.
Introduction − Вступление
Many of the current research, technological and development (RTD) programs are dedicated to finding innovative solutions to decrease CO2 emissions produced by the steel industry. After the Kyoto agreement, it became more sensible to find new technologies with no or less carbon input such as smelting reduction processes, steel production by electrolysis and the use of biomass.
Многие из текущих программ исследований, технологий и разработок (RTD) посвящены поиску инновационных решений для снижения выбросов CO2, производимых сталелитейной промышленностью. После Киотского соглашения стало более разумным искать новые технологии, не содержащие или содержащие меньшее количество углерода, такие как восстановительные процессы плавки, производство стали электролизом и использование биомассы.
As a futuristic technology, hydrogen plasma smelting reduction was developed at the University of Mining, Metallurgy and Materials in Leoben [1-4]. The defining characteristic of the process is no direct CO2 emissions due to the replacement of carbon as a heat source and reducing agent by hydrogen plasma.
В качестве технологии будущего водородно-плазменная плавка с восстановлением была разработана в Университете горного дела, металлургии и материалов в Леобене [1-4]. Определяющей характеристикой процесса является отсутствие прямых выбросов CO2 из-за замены углерода водородной плазмой в качестве источника тепла и восстановителя.
The present study was aimed at using methane argon mixture instead of hydrogen argon mixture as a plasma gas to utilise the existing carbon from the methane in the reduction process. From an equilibrium point of view, the carbon available could be converted primarily to carbon monoxide whilst only around 40% of hydrogen could be used for the reduction of iron oxide to iron. Therefore, in an up-scaled process, it is believed that the methane plasma process has a greater potential when compared to the hydrogen plasma process due to the reduction in volume of recycled gas and the cheaper investment / operation cost as a result of the usage of natural gas without the need for the steam reforming step. However, taking environmental implications into consideration, it was clear that the hydrogen plasma CO2 emissions are much lower.
Настоящее исследование было направлено на использование метано-аргоновой смеси вместо водородно-аргоновой смеси в качестве плазменного газа для использования существующего углерода из метана в процессе восстановления. С точки зрения равновесия, имеющийся углерод может быть преобразован в основном в монооксид углерода, в то время как только около 40% водорода может быть использовано для восстановления оксида железа до железа. Поэтому в обозримой перспективе считается, что процесс метановой плазмы имеет бóльший потенциал по сравнению с процессом водородной плазмы из-за уменьшения объема рециркулируемого газа и более дешевых инвестиционных / эксплуатационных затрат в результате использования природного газа без необходимости использования стадии парового риформинга. Однако, принимая во внимание экологические требования, изначально было ясно, что выбросы CO2 в водородной плазме значительно ниже.
Experimental Procedures - Описание процесса эксперимента
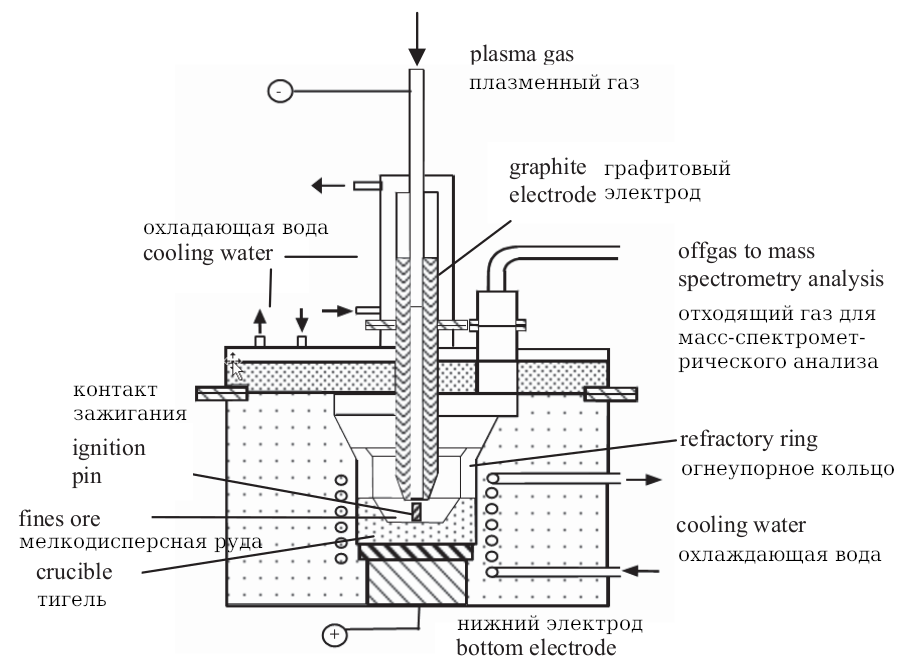
Figure 1 is a schematic illustration of the cross-section of the natural gas plasma reactor. A detailed description of the experimental apparatus has been described in previous works [5-7]. Argon is used as a plasma gas for arc stabilisation and fines melting. Methane gas is fed with argon via the hollow electrode a few minutes after the argon injection.
На рис.1 приведена схема поперечного сечения плазменного реактора на природном газе. Подробное описание экспериментального аппарата было описано в предыдущих работах [5-7]. Аргон используется в качестве плазменного газа для стабилизации дуги и плавления мелких частиц. Газообразный метан подается с аргоном через полый электрод через несколько минут после впрыска аргона.
In all experiments, Carajas ore with few impurities was used. Its average composition in weight % was: Fe tot : 66.16, CaO: 0.1, SiO2 : 0.92, Al2O3 : 1.17, MgO: 0.07, Mn: 0.31, P: 0.02, S: 0.011.
Во всех экспериментах использовалась карахасская руда с небольшим количеством примесей. Его средний состав в % по весу, был: Fe tot : 66.16, CaО: 0.1, ЅіO2 : 0.92, Аl2О3 : 1.17, МgО: 0.07, Mn: 0.31, Р: 0.02, S: 0.011.
A 100 g charge of ore was placed in the furnace under a constant total Ar-CH4 flow of 5 Nl/min. A series of experiments was carried out at Ar-CH4 concentrations of 10 %, 15 %, 20 % and 25 % CH4. A trial to increase the CH4 concentration in Ar to 30 % was attempted but the experiment failed due to the plasma power supply limitations. Metal analyses of the reduced ore from experimentation were carried out by radio spectrometer.
100 г рудной шихты руды помещали в печь при постоянном общем расходе аргоно-метановой смеси (Ar-CH4) с расходом 5 нл/мин. Серия экспериментов была проведена при концентрациях аргоно-метановой смеси (Ar-CH4) 10 %, 15%, 20% и 25% CH4. Была предпринята попытка увеличить концентрацию метана (СН4) в аргоне (Ar) до 30%, но эксперимент провалился из-за ограничений на подачу плазмы питания. Анализ металла восстановленной руды в результате экспериментов проводили с помощью радиоспектрометра.
Fundamentals of the Methane Plasma Process - Основы процесса метановой плазмы
CH4 gas is fed to the transferred arc plasma to dissociate and ionise according to the applied electrical energy. At the arc-melt interface, the dissociated and ionised gases cool down and partially combine again. The existence of dissociated hydrogen and/or other gases is greatly dependant on the increasing temperature at the interface. However, CH4 decomposes mainly to solid carbon and hydrogen molecules at the arc-melt interface (at temperatures of ~ 2000ºC-2600º C) according to the following reaction:
Газ СН4 подается в переносимую дуговую плазму для диссоциации и ионизации в соответствии с приложенной электрической энергией. На границе раздела дуга-расплав диссоциированные и ионизированные газы охлаждаются и частично снова объединяются. Существование диссоциированного водорода и/или других газов в значительной степени зависит от повышения температуры на границе раздела фаз. Однако СН4 разлагается в основном на твердые молекулы углерода и водорода на границе раздела дуга-расплав (при температурах ~ 2000º С-2600ºС) по следующей реакции:
{CH4} <=> C (s) + 2 {H2} (1)
From a stoichiometric point of view, it is clear that the products of 1 mole of CH4 can reduce 4 atoms of oxygen (CO2, 2H2O) while 1 mole of H2 can only reduce 1 mole of oxygen (H2O). Therefore, the usage of CH4 in comparison to H2 will result in higher reduction rate (i.e. 4 times higher reduction rate).
Со стехиометрической точки зрения ясно, что продукты 1 моля CH4 могут восстанавливать 4 атома кислорода (CO2 , 2H2O), в то время как 1 моль H2 может восстанавливать только 1 моль кислорода (H2O). Таким образом, использование CH4 по сравнению с H2 приведет к более высокой скорости восстановления (т. е. в 4 раза более высокой скорости восстановления).
Figure 2 shows the thermodynamic equilibrium between 4 moles of FeO and 1 mole of CH4 over a temperature range of 1500ºC to 3000ºC as calculated with FACTSAGE software [8]. The graph starts with total reduced oxygen of 2 moles at 1500ºC (summation of H2O, CO and CO2) which decreased to 1.74 moles at 2600ºC. Whereas, the reduced oxygen of 1 mole FeO (by 1 mole of H2) at 1500ºC and 2600ºC is 0.43 and 0.36 moles respectively [7]. In other words, the CH4 reduction rate is about 4.8 times the H2 over the stated temperature range.
На рис. 2 показано термодинамическое равновесие между 4 молями FeO и 1 молем CH4 в диапазоне температур от 1500ºC до 3000ºC, рассчитанное с помощью программного обеспечения FACTSAGE [8]. График начинается с общего количества восстановленного кислорода 2 моля при 1500ºC (суммирование H2O, CO и CO2), которое уменьшилось до 1,74 моля при 2600ºC. Тогда как восстановленный кислород 1 моля FeO (на 1 моль H2) при 1500ºC и 2600ºC составляет 0,43 и 0,36 моля соответственно [7]. Другими словами, скорость восстановления с применением метана (СН4) примерно в 4,8 раза превышает скорость восстановления водородом (Н2) в указанном диапазоне температур.
The assessment of CH4 performance was carried out via calculating the oxide products (H2O, CO and CO2 from 1 mole of CH4 according to the following formulas for the hydrogen and carbon utilisation degrees.
Оценка эффективности СН4 проводилась путем расчета оксидных продуктов (H2O, CO и CO2 из 1 моля СН4 по следующим формулам для степеней утилизации водорода и углерода).
Where,
VH2O : Steam volume, mole
VCH4 : Methane volume, mole, and H2 contained within methane is fully utilised when 1 mole of CH4 is converted to 2 moles of H2O.
Где,
- VH2O : объем пара, моль
- VСН4 : объем метана, моль и Н2, содержащиеся в метане, полностью утилизируются, когда 1 моль СН4 превращается в 2 моля Н2О.
Where,
VCO : CO volume, mole
VCO2 : CO2 volume, mole, and C contained within methane is fully utilised when 1 mole of CH4is converted to 1 moles of CO2 or 50 % utilised if it is converted to 1 mole CO.
Где,
- VCO : объем CO, моль
- VCO2 : объем CO2, моль и C, содержащиеся в метане, полностью утилизируются, когда 1 моль CH4 преобразуется в 1 моль CO2, или 50% утилизируются, если он преобразуется в 1 моль CO.
It is clear from figure 2 that the hydrogen utilisation degree varies from ~ 40 % to 33 % whilst the carbon utilisation degree varies from ~ 58 % to 54 % in a temperature range of 1500ºC to 2600ºC. In that sense, it should be noted that the carbon utilisation degree is higher than that of the hydrogen utilisation and its decrease over the shown temperature range is less than that of the hydrogen. Therefore, it is clear that the carbon in methane has a more significant role in comparison to the hydrogen with respect to the reduction process.
Из рисунка 2 видно, что степень использования водорода колеблется от ~ 40% до 33%, в то время как степень использования углерода колеблется от ~ 58% до 54% в диапазоне температур от 1500ºC до 2600ºC. В этом смысле следует отметить, что степень утилизации углерода выше, чем степень утилизации водорода, и ее снижение в указанном диапазоне температур меньше, чем у водорода. Поэтому очевидно,что углерод в метане играет более значительную роль по сравнению с водородом в отношении процесса восстановления.
Finally, it should be stressed that the operating temperature of the process is characterised by a high temperature gradient over the oxide bath. Its peak value can reach 2600ºC at the plasma bath interface while a significant drop in temperature to 1500ºC is found at the bath sidewall.
Наконец, следует подчеркнуть, что рабочая температура процесса характеризуется высоким температурным градиентом над оксидной ванной. Его пиковое значение может достигать 2600ºC на границе раздела плазменных ванн, в то время как значительное падение температуры до 1500ºC наблюдается на боковой стенке ванны.
Experimental Results - Экспериментальные данные
1. Reduction reactions - Реакции восстановления
A minor quantity of carbon, in the form of soot, was found in some experiments but it did not exceed 5 % of the total inlet carbon obtained from the methane. This soot was clearly visible at the colder zones of the furnace roof and the crucible refractory side wall. Moreover, some carbon deposits inside the electrode tip were found, which led to a reduction of the hollow electrode diameter during the experimentation.
В некоторых экспериментах было обнаружено незначительное количество углерода в виде сажи, но оно не превышало 5% от общего количества углерода на входе, полученного из метана. Эта сажа была отчетливо видна в более холодных зонах крыши печи и огнеупорной боковой стенки тигля. Кроме того, были обнаружены некоторые отложения углерода внутри наконечника электрода, что привело к уменьшению диаметра полого электрода в ходе эксперимента.
Figure 3 shows the reduction ratio versus time. The reduction ratio was defined as the oxygen reduced by the reducing gas from iron oxide during the experiment, divided by the oxygen content of iron oxide in the ore. From the results it was clear that the reduction ratio developed over three phases as shown in figure 3. The first phase was mainly during the reduction of trivalent iron which was characterised by the highest reduction kinetics over the duration of the experiment. The second phase, the main linear phase, was the result of the divalent iron reduction which existed in a substantial amount in the oxide melt. In this phase, the Fe2+ was reduced to metallic iron by a constant rate. Finally the third phase started when the curve levelled off. This is due to the diminishing of the oxide melt-plasma interface reactions resulting in a rate limitation caused by oxygen transport. It should be noted that the slope of the reduction curves represents the various reduction rates. In other words, the greater the CH4 content within the Ar-CH4 mixture, the greater the slope/reduction rate. Nevertheless, the experimentation showed that with low CH4 concentrations, high reduction degrees were not attainable.
На рис. 3 показано отношение коэффициента восстановления к времени. Восстановительный коэффициент определялся как кислород, восстановленный восстановительным газом из оксида железа в ходе эксперимента, деленный на содержание кислорода оксида железа в руде. Из полученных результатов было ясно, что коэффициент восстановления развивался в течение трех фаз, как показано на рис. 3. Первая фаза происходила в основном при восстановлении трехвалентного железа, которое характеризовалось самой высокой кинетикой восстановления за все время эксперимента. Вторая фаза, основная линейная фаза, была результатом восстановления двухвалентного железа,которое существовало в значительном количестве в оксидном расплаве. В этой фазе Fe2 + восстанавливался до металлического железа с постоянной скоростью. Наконец, третья фаза началась, когда кривая выровнялась. Это связано с уменьшением реакций на границе раздела расплав-плазма оксида, приводящих к ограничению скорости, вызванному переносом кислорода. Следует отметить, что наклон кривых восстановления представляет собой различные скорости восстановления. Другими словами, чем больше содержание CH4 в смеси Ar-CH4, тем больше скорость восстановления (наклона кривой). Тем не менее, эксперименты показали, что при низких концентрациях СН4 высокие степени восстановления недостижимы.
Figure 4 shows a graph of the reduction behaviour of CH4 against the total amount of CH4 fed per 100 g charge of ore (Nl/charge). H2 experimentation results were plotted to compare both processes. It is clear from the figure that the average slope of the methane reduction curves was ~ 4 times the hydrogen reduction slope whereas with respect to stoichiometry and thermodynamics, the methane reduction rate was 4 and 4.8 times the hydrogen reduction rate respectively.
На рис. 4 показан график восстановительного поведения СН4 по отношению к общему количеству СН4, подаваемому на 100 г рудной шихты (НЛ/шихта). Результаты экспериментов восстановления водородом (H2) были построены для сравнения обоих процессов. Из рисунка видно, что средний наклон кривых восстановления метаном был ~ в 4 раза больше наклона восстановления водородом, тогда как по стехиометрии и термодинамике скорость восстановления метаном была в 4 и 4,8 раза больше скорости восстановления водородом соответственно.
2. Reduction Kinetics - Кинетика Восстановления
Figure 5 shows the H2 and C utilisation degrees of the Ar-CH4 experiment at 20 % CH4 concentration. Moreover, it shows the H2 utilisation degree of the Ar-H2 experiment at 40% H2 concentration, i.e. with the same flow of H2 in both experiments. It is clear that the H2 utilisation degree at the end of CH4 experiment was almost 10 % lower than that of the hydrogen experiment. The lower hydrogen utilisation degree in this case, with respect to the hydrogen plasma experiment and thermodynamic values was attributed to the contribution of electrode – steam, cracked carbon from methane, and water gas shift reactions. This brought the H2O content to lower and CO or CO2 to higher values, according to the following reactions:
На рис. 5 показана степень использования водорода H2 и углерода С при эксперименте с Ар-СН4 смесью при 20 % концентрации СН4. Кроме того, он показывает степень использования Н2 в эксперименте Ar-H2 при 40% концентрации водорода, то есть при одинаковом потоке молекул водорода в обоих экспериментах. Очевидно, что степень использования Н2 в конце эксперимента с СН4 была почти на 10 % ниже, чем в эксперименте с водородом. Более низкая степень использования водорода в этом случае по сравнению с экспериментом с водородной плазмой и термодинамическими значениями объяснялась вкладом электрода-пара, треснувшего углерода из метана и реакций сдвига водяного газа. Это привело к тому, что содержание H2O снизилось, а CO или CO2 - сдвинулось к более высоким значениям, в соответствии со следующими реакциями:
{H2O} + C electrode <=> {H2}+ {CO} (4)
{H2O} + C methane <=> {H2}+ {CO} (5)
{H2O} + {CO} <=> {H2}+ {CO2} (6)
The reduction kinetics was better assessed through the overall reduction ratio which is defined as: the total reduced oxygen, during the second phase of the reaction, per mole of the corresponding inlet reducing methane. Defining the exact operating temperature of the experimentation was difficult due to the high temperature gradient over the bath. It was found that the peak temperature at the anode spot was 2600ºC and decreased to about 1500ºC at the bath side parts. However, the experimental results obtained, using the ratio defined above, were consistent with those of the thermodynamics, at the plasma bath interface average temperature of 2000ºC (figure 6).
Кинетика восстановления была лучше оценена через общий коэффициент восстановления, который определяется как: общий восстановленный кислород, во время второй фазы реакции, на моль соответствующего входного восстановительного метана. Определение точной рабочей температуры эксперимента было затруднено из-за высокого температурного градиента над ванной. Было установлено, что пиковая температура в анодном пятне составляла 2600ºC и снижалась примерно до 1500ºC в обеих боковых частях. Однако экспериментальные результаты, полученные с использованием указанного выше соотношения, соответствовали термодинамическим данным при средней температуре поверхности раздела плазменных ванн 2000ºC (рис.6).
Finally, figure 7 was plotted to compare the impact of methane with respect to hydrogen on the oxygen reduction rate in the second phase of reduction. A linear regression analysis was determined for CH4/H2 flow and the oxygen reduction rate. Both trend lines passed almost through the origin thereby indicating the direct proportionality of the reduction rate with the reducing gas flow.
Наконец, на рис. 7 был нанесен график для сравнения влияния метана по отношению к водороду на скорость восстановления кислорода во второй фазе восстановления. Для потока СН4/Н2 и скорости восстановления кислорода был проведен линейный регрессионный анализ. Обе линии тренда проходили почти через начало координат, что указывало на прямую пропорциональность скорости снижения с уменьшающимся потоком газа.
3. Metal Analyses - Металл анализ
Although the conducted experiments were carried out under methane plasma reduction, the metal analyses showed slightly more carbon content than that of the hydrogen plasma experiments as can be seen in table 1.
Хотя проведенные эксперименты проводились в условиях восстановления метановой плазмы, анализ металлов показал несколько большее содержание углерода, чем в экспериментах с водородной плазмой, это видно из таблицы 1.
Process Up-scaling - Потенциал масштабирования плазменных процессов восстановления
The potential for the up-scaling of CH4/H2 plasma processes has been explored within an RTD program known as the ULCOS project [9]. This project aims at finding breakthrough solutions to decrease the CO2 emissions of the steel industry. A conceptual design for an up-scaled production process of 1mt/y which could be adapted to both methane and hydrogen plasma gases, but with only minor changes, has been carried out via the following flow sheet (figure 8).
Потенциал для увеличения масштаба плазменных процессов CH4/H2 был исследован в рамках программы RTD, известной как проект ULCOS [9]. Этот проект направлен на поиск прорывных решений по снижению выбросов CO2 в сталелитейной промышленности. Концептуальный проект увеличенного производственного процесса мощностью 1 Мт/год, который может быть адаптирован как к газам метановой, так и водородной плазмы, но с незначительными изменениями, был выполнен с помощью следующей технологической схемы (рис.8).
ULCOS (Ultra Low CO2 Steelmaking) project has received research funding from the European Community’s Sixth Framework Programme. The present work reflects only the author’s views and the Community is not liable for any use that may be made of the information contained therein.
Проект ULCOS (Ultra Low CO 2 Steelmaking) получил исследовательское финансирование от шестой Рамочной программы Европейского Сообщества. Настоящая работа отражает только точку зрения автора, и сообщество не несет ответственности за любое использование содержащейся в ней информации.
Examining the flow sheet, a fluidized bed pre-heater was adopted for pre-reduction purposes. The fed material (iron ore fines and fluxes) and high containing hydrogen gas were supplied to the gas pre-heater to obtain a maximum pre-reduction degree of ~ 33 % wustite. The remaining non-reacted hydrogen was recycled starting with a boiler to make use of the pre-heater top gas sensible heat, which was followed by a scrubber to scrub off the formed steam and a CO2 adsorption unit (in the case of natural gas plasma).
Исследуя технологическую схему, для целей предварительного восстановления был принят подогреватель кипящего слоя. Подаваемый материал (железорудная мелочь и флюсы) и высокосодержащий газообразный водород подавались в газовый подогреватель для получения максимальной степени предварительного восстановления ~ 33% вустита. Оставшийся непрореагировавший водород был рециркулирован, начиная с котла, чтобы использовать теплоту верхнего газа предварительного нагревателя, которая сопровождалась скруббером для очистки образовавшегося пара и блоком адсорбции CO2 (в случае плазмы с применением природного газа).
After the scrubber, the recycled gas was divided into two branches. The first branch went to the smelter offgas to reduce the temperature of the inlet gas to the pre-heater. The second branch was mixed with a supplied gas of H2/CH4 (make-up gas).
После скруббера рециркулируемый газ разделялся на две ветви. Первая ветвь шла на плавильный отвод газа для снижения температуры входного газа в предпусковой подогреватель. Вторая ветвь смешивалась с подаваемым газом H2/CH4 (подпиточный газ).
It should be noted that a small amount of the recycled gas was exported before the gas was split. This enables the increase in gas volume, which arises from the inert gas supplied by natural gas and the calcination products from the used additives, to be handled. The high combustibles in the exported gas are burnt and the heat evolved is utilised via a heat exchanger to heat up the recycled gas going to the smelter.
Следует отметить, что небольшое количество переработанного газа было экспортировано до того, как он был разделен. Это позволяет регулировать увеличение объема газа, возникающего из инертного газа, подаваемого природным газом, и продуктов прокаливания из используемых добавок. Высокие горючие вещества в экспортируемом газе сжигаются, а выделившееся тепло используется через теплообменник для нагрева рециркулированного газа, поступающего в плавильный агрегат.
Make-up H2 was supplied through the steam reformer facility in the case of the H2 Plasma process. This method was chosen due to its advanced technology leading to benefits in cost effectiveness and production capacity.
Подпитка Н2 подавалась через установку парового риформинга в случае водородного плазменного процесса (Н2). Этот метод был выбран из-за его передовой технологии, ведущей к преимуществам в экономической эффективности и производственных мощностях.
The recycled gas mixed with the make-up CH4/H2 was fed to the smelter via electrodes. The electrodes were non-cooled hollow graphite electrodes which have a characteristic high power capacity in comparison to water cooled plasma torches. The electrodes were fitted through the furnace roof whereas the pre-reduced ore was fed through feeding pipes that are distributed evenly across the roof.
Рециркулированный газ, смешанный с подпиткой СН4/Н2, подавался в плавильный цех через электроды. Электроды представляли собой неохлаждаемые полые графитовые электроды, обладающие характерной высокой мощностью по сравнению с водоохлаждаемыми плазменными горелками. Электроды были установлены через крышу печи, в то время как предварительно восстановленная руда подавалась через питательные трубы, которые равномерно распределялись по крыше.
The diameter of the reactor was calculated to be 6.4 m, allowing for the minimum permissible distance between the used electrodes, to avoid irregular interference between electromagnetic forces from the arcs. It should be noted that the minimum permissible distance varies with the plasma arc current and electrode diameter which have been chosen relevant to the electrical power per electrode required. The correlation between the permissible distance, plasma arc and the electrode diameter has been adopted with respect to AC-arc figures.
Диаметр реактора был рассчитан равным 6,4 м, что позволило обеспечить минимально допустимое расстояние между используемыми электродами, чтобы избежать нерегулярных помех между электромагнитными силами от дуг. Следует отметить, что минимально допустимое расстояние изменяется в зависимости от тока плазменной дуги и диаметра электрода, которые были выбраны в соответствии с требуемой электрической мощностью на один электрод. Была принята корреляция между допустимым расстоянием, плазменной дугой и диаметром электрода по отношению к показателям переменного тока.
A stirring facility in the reactor bath was not necessary in the flow sheet due to the satisfactory effect of the plasma gas impulse. However, the gas impulse did not have enough potential to splash the slag which is a disadvantage in terms of extending the lifetime of the reactor cooling system as this makes use of the slag as a self liner.
Перемешивающее устройство в ванне реактора не было необходимо в технологическом листе из-за удовлетворительного эффекта импульса плазменного газа. Однако газовый импульс не обладал достаточным потенциалом для разбрызгивания шлака, что является недостатком с точки зрения продления срока службы системы охлаждения реактора, поскольку при этом шлак используется в качестве дополнительной тепловой защиты (само-футеровки - гарнисаж).
Finally, a heat and mass balance model was developed at Corus RD&T and was named IRMA, Iron Making model [10]. This model has used the previously shown flow sheet to build the total process from simple building blocks. Calculations were based on a mix of thermodynamic equilibrium and empirical relationships. Thermodynamic calculations were carried out by the ChemApp library. ChemApp is a product of GTT Technologies and was based on a subset of the Factsage 5.0 database [8]. The model was validated using results of other models and literature.
Наконец, модель баланса тепла и массы была разработана в Corus RD&T и получила название IRMA, Iron Making model [10]. Эта модель использовала ранее показанную технологическую схему для построения всего процесса из простых расчетных блоков. Расчеты основывались на сочетании термодинамического равновесия и эмпирических соотношений. Термодинамические расчеты проводились в ChemApp библиотеке. ChemApp является продуктом GTT Technologies и был основан на подмножестве базы данных Factsage 5.0 [8]. Модель была валидирована (проверена) с использованием результатов других моделей и литературы.
The model was then optimised for hydrogen and natural gas processes to work out the consumption figures in terms of make-up gas, electricity and processing parameters, corresponding to 1 ton of steel produced and ~30 % FeO in the slag (table 2).
Затем модель была оптимизирована для процессов водорода и природного газа с целью расчета показателей потребления с точки зрения подпиточного газа, электроэнергии и технологических параметров, соответствующих 1 тонне произведенной стали и ~30% FeO в шлаке (табл. 2).
It is clear from table 2 that the consumed electrical energy in the natural gas plasma is higher than that of the hydrogen plasma process. This was due to the required additional energy for the natural gas cracking. The CO2 emissions were also high due to the usage of carbon containing natural gas as a reducing agent. However, the CO2 results did show significant low results in comparison to the CO2 emissions of 1850 kg - CO2 /t-steel in the BF-BOF route.
Из таблицы 2 видно, что потребляемая электрическая энергия в плазме природного газа выше, чем в процессе водородной плазмы. Это было связано с необходимостью дополнительной энергии для крекинга природного газа. Выбросы CO2 также были высокими из-за использования углеродсодержащего природного газа в качестве восстановителя. Однако результаты по CO2 показали значительные низкие результаты по сравнению с выбросами CO2=1850 кг - CO2/т стали на маршруте BF-BOF (доменная печь - кислородный конвертер).
Finally, analysing the shown figures entails precise cost analyses in terms of the reducing gas costs, CO2 emissions and the additional cost for a CO2 removal unit in the case of methane plasma process. Moreover, the competitive advantage of gas volume reduction and capital/running cost savings from the removal of the steam reformer for the hydrogen supply should be considered during the assessment of the natural gas plasma option.
Наконец, анализ приведенных цифр влечет за собой точный анализ затрат с точки зрения снижения затрат на газ, выбросов CO2 и дополнительных затрат на установку удаления CO2 в случае процесса метановой плазмы. Кроме того, при оценке варианта плазменной обработки природного газа следует учитывать конкурентное преимущество снижения объема газа и экономии капитальных/эксплуатационных затрат за счет удаления парового риформера для подачи водорода.
Discussion - Обсуждение
The reduction process has been developed with changing behaviours over the course of the reaction according to the Fe3+ / Fe2+ and oxygen concentrations in the oxide melt. However, it was evident through the overlap of the shown curves (H2 /CH4) in Figure 4, and the linear relationship between the inlet reducing gases and the oxygen reduction rate in Figure 7 that the reducing gas supply to the oxide melt was the rate limiting determinant during the main reduction phase.
Процесс восстановления был разработан с изменением поведения в течение реакции в соответствии с концентрациями Fe3+ / Fe2+ и кислорода в оксидном расплаве. Однако из перекрытия показанных кривых (H2 /CH4) (на рис. 4) и линейной зависимости между входными восстановительными газами и скоростью восстановления кислорода (на рис. 7) было очевидно, что подача восстановительного газа в оксидный расплав является ограничивающим фактором скорости во время основной фазы восстановления.
However, it was noticed from the CH4 reduction curves that an almost complete reduction was not attainable in most experiments. Such a phenomenon was attributed mainly to the encountered carbon deposition inside the hollow electrode and thus accordingly to the non uniform distribution of the plasma gas over the melt. This consequently led to a partial solidification of the melt and an inconsistency in reduction, with some zones fully reduced whilst other zones were not. However, it is believed that the hollow electrode susceptibility to the carbon deposition was significantly high due to the hollow diameter limitations (8 mm), whereas such a phenomenon is not expected to occur in wider diameters in the up-scaled process.
Однако из кривых восстановления метаном СН4 было замечено, что почти полное восстановление было недостижимо в большинстве экспериментов. Такое явление объяснялось главным образом встречающимся осаждением углерода внутри полого электрода и, соответственно, неравномерным распределением плазменного газа по расплаву. Это, следовательно, привело к частичному затвердеванию расплава и непоследовательности в восстановлении, причем некоторые зоны были полностью восстановлены, в то время как другие зоны не были восстановлены. Однако считается, что восприимчивость полого электрода к осаждению углерода была значительно высокой из-за ограничений диаметра полости (8 мм), в то время как такое явление, как ожидается, не произойдет в более широких диаметрах в процессе масштабирования.
The methane plasma smelting of iron ore was found to produce carbon containing steel or very low carbon steel. In a batch wise reduction some carburisation can occur due to carbon pick-up by excessive methane. However, for an up-scaled process with continuous operation, no carburisation is expected. This is because of the existence of the protecting slag layer with high oxygen potential and the role of Vacher-Hamilton equilibrium on the metal in contact with the iron oxide containing slag.
Было установлено, что метановая плазменная плавка железной руды позволяет получать углеродсодержащую сталь или очень низкоуглеродистую сталь. При дозированном снижении некоторая науглероживаемость может происходить из-за поглощения углерода избыточным метаном. Однако для расширенного процесса с непрерывной работой науглероживание не ожидается. Это связано с существованием защитного слоя шлака с высоким кислородным потенциалом и ролью равновесия Вашера-Гамильтона на металле, контактирующем с железооксидсодержащим шлаком.
The assessment of the utilisation degrees and the overall reduction ratio were compared with the corresponding thermodynamic equilibrium results. It was found that the values were in good agreement with the equilibrium calculations. Moreover, the experimental results showed a methane reduction rate 4 times that of the hydrogen reduction rate which was generally consistent with the thermodynamical calculated ratio of 4.8. The deviation between these ratios was attributed partially to the carbon soot formation.
Оценка степени использования и общего коэффициента восстановления сравнивались с соответствующими результатами термодинамического равновесия. Оказалось, что эти значения хорошо согласуются с расчетами равновесия. Кроме того, экспериментальные результаты показали, что скорость восстановления метана в 4 раза превышает скорость восстановления водорода, что в целом согласуется с термодинамическим расчетным соотношением 4,8. Отклонение между этими соотношениями частично объяснялось образованием сажи из углерода.
During the assessment of the process up-scaling potential, the H2 /CH4 plasma processes showed greater benefits in terms of flow sheet simplicity, carbon free/low steel, low CO2 emissions, absence of sulphur arising from reducing agents and low slag generation (80 kg/t). However, there are some problems that need further investigation and investment for the up-scaling of the existing facility.
При оценке потенциала увеличения масштаба процесса плазменные процессы H2 /CH4 показали большие преимущества с точки зрения простоты технологической схемы, безуглеродистой/низкоуглеродистой стали, низких выбросов CO2, отсутствия серы, возникающей из восстановителей, и низкого образования шлака (80 кг/т). Однако существуют некоторые проблемы, требующие дальнейшего изучения и инвестиций для расширения масштабов существующего объекта.
One of the main concerns identified in the up-scaling assessment was the high FeO content in the slag (~ 30 %) which rules out the usage of refractory lining applications due to erosion problems. In which case, the water cooling copper staves should be adopted.
Одной из основных проблем, выявленных при оценке масштабирования, было высокое содержание FeO в шлаке (~ 30%), что исключает использование огнеупорных футеровок из-за проблем эрозии. В этом случае следует использовать медные стержни водяного охлаждения.
However, an assessment of the heat losses encountered needs to be highlighted in further research work. Another point of concern is the feasibility of plasma stability when using 100 % reducing gases.
Однако оценка возникших тепловых потерь должна быть освещена в ходе дальнейшей исследовательской работы. Еще одним вопросом, вызывающим озабоченность, является возможность обеспечения стабильности плазмы при использовании 100 % восстановительных газов.
Conclusion - Выводы
The methane argon plasma smelting of iron oxide has been examined in this study. The interest in this technique lies in its competitive advantage in terms of the carbon reduction potential as long as the CO2 emissions are within the targeted limits of CO2 reduction in comparison to the BF-BOF route.
В данной работе была рассмотрена метано-аргоноплазменная плавка оксида железа. Интерес к этому методу заключается в его конкурентном преимуществе с точки зрения потенциала сокращения выбросов углерода до тех пор, пока выбросы CO2 находятся в целевых пределах сокращения выбросов CO2 по сравнению с маршрутом BF-BOF (доменная печь - кислородный конвертер).
Methane plasma smelting reduction experiments carried out in the laboratory have shown acceptable results in terms of kinetics and metal analysis. The up-scaled conceptual studies showed satisfactory results in terms of lower gas volume, relatively low CO2 emissions and less capital/running costs in comparison to the hydrogen plasma alternative due to the elimination of the steam reformer unit from the process.
Проведенные в лаборатории эксперименты по восстановлению метановой плазмой показали приемлемые результаты с точки зрения кинетики и анализа металлов. Масштабные концептуальные исследования показали удовлетворительные результаты с точки зрения меньшего объема газа, относительно низких выбросов CO2 и меньших капитальных/эксплуатационных затрат по сравнению с альтернативой водородной плазмой за счет исключения из процесса установки парового риформинга.
It should be stressed that the conducted work has been based on conceptual studies and experimentation but has not yet been proven on a pilot scale. Accordingly, there are still challenging points that have to be investigated to enhance the up-scaling potential of the hydrogen/natural gas plasma process. These points are mainly summarised as follows:
- Investigation of the plasma stability and the corresponding maximum methane/hydrogen percentage in the plasma gas.
- The implications of the high content of FeO in the slag.
- Heat loss assessment under the plasma arc radiation and the water cooled jacket application.
Следует подчеркнуть, что проведенная работа была основана на концептуальных исследованиях и экспериментах, но еще не была доказана в экспериментальном масштабе. Соответственно, все еще существуют сложные моменты, которые должны быть исследованы для повышения потенциала масштабирования процесса плазмы водорода/природного газа. Эти моменты в основном суммируются следующим образом:
- Исследование стабильности плазмы и соответствующего максимального содержания метана/водорода в плазменном газе.
- Последствия высокого содержания FeO в шлаке.
- Оценка теплопотерь под излучением плазменной дуги и применение рубашки с водяным охлаждением.
Acknowledgement - Признательность
The authors acknowledge the European Community for the financial support through ULCOS project.
Авторы выражают признательность европейскому сообществу за финансовую поддержку проекта ULCOS.
References - Первоисточники
[1] E. Bäck, H. Hiebler: BHM, 143 (1998), No. 5, 153-158.
[2] A. Sormann, E.Bäck: BHM, 145 (2000), No. 1, 14-21.
[3] H. Hiebler, J.F. Plaul: Metalurgija, 43 (2004), No. 3, 155-162.
[4] W. Krieger, C. Bernhard, G. Gigacher, J. Korp, J.F. Plaul: BHM, 149 (2004), No. 5, 161-167.
[5] J.F. Plaul, W. Krieger: BHM, 149 (2004), No. 7, 235-239.
[6] J.F. Plaul, W. Krieger: Proc. 1 st Chinese-German Seminar on Fundamentals of Iron and Steelmaking, Beijing, 18. - 19. October 2004.
[7] J.F. Plaul, W. Krieger, E. Bäck: steel research int., 76 (2005), No. 8, 548-554.
[8] C.Bale, W.Pelton, K. Hack et al.: Version 5.3, www.factsage.com, © Thermfact 1976-2004, GTT-Technologies.
[9] Sixth Framework Programme Home Page: http://cordis.europa.eu/fp6/projects.htm, ULCOS Project.
[10] R. Speets: Iron Making Model User Manual – IRMA version 1.1, Corus Research, Development & Technology, Confidential within ULCOS Project.