А это более продвинутая технология:
В данном случае используется вакуумная формовка стеклопластика. Вначале укладываются заранее нарезанные слои стеклоткани, причём сразу все которые предполагалось уложить. Затем, вся форма накрывается одним цельным листом полиэтилена. Края проклеиваются упаковочным скотчем для герметичности. В полиэтилене устанавливаются штуцера для откачки воздуха и для подачи смолы. От штуцеров шлангами подсоединяется часть к вакуумному насосу, а часть к резервуару с готовой смолой. После включения вакуумного насоса воздух из под плёнки откачивается и одновременно подаётся готовая смола которая равномерно растекается между слоями стеклоткани.Как только все слои пропитаются трубки со смолой передавливаются, а насос продолжает откачивать воздух.
В итоге получается что все слои равномерно и одновременно пропитались смолой, плёнка силой вакуума и атмосферного давления равномерно сжала их между собой и будет держать их в напряжении до конца полимеризации. Плюс нет жуткого запаха и перепачканного с ног до головы смолой строителя.
В нашем же случае оклейку можно произвести традиционным способом.
После полимеризации стеклопластика все шурупы снизу выкручиваются,корпус отделяется от стапеля,переворачивается и оклеивается с другой стороны.
В дальнейшем когда будет готова вторая половинка корпуса,половинки подгонят друг к другу, стянут ремнями для крепления грузов.(плоская капроновая лента с барабаном и трещёткой) и проклеят сначала изнутри по потолку и килю а позже после снятия ремней и снаружи.
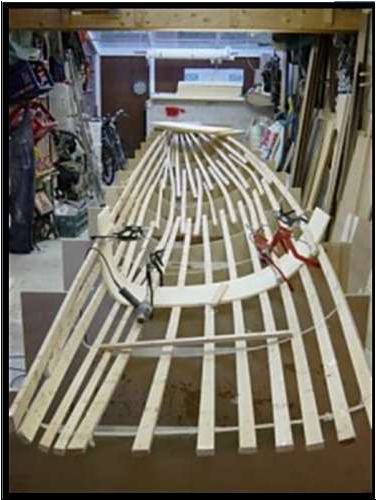
Несколько фотографий с похожей стройки.
Ну как то так.
Всё.