Сегодня я хочу обратиться к вопросу, с которым я часто сталкиваюсь: лучше ли купить ДВУХШПИНДЕЛЬНЫЙ Обрабатывающий Центр или Мультицентр? Глядя на то, как часто мне задают этот вопрос, я решил посвятить статью этой теме.
Когда количество производимых деталей начинает увеличиваться, а одной машины не хватает, за эти годы я смог увидеть 3 возможных решения:
1. САМЫЙ ИНСТИНКТИВНЫЙ ВЫБОР ДЛЯ 70/80% ЛЮДЕЙ: УВЕЛИЧЕНИЕ КОЛИЧЕСТВА СТАНКОВ.
2. ВЫБОР ТЕХ, КТО НА МГНОВЕНИЕ ЗАДУМЫВАЕТСЯ: ДВУХШПИНДЕЛЬНЫЕ СТАНКИ.
3. КОЗЫРЬ В РУКАВЕ, ДЛЯ ТЕХ, КТО ХОЧЕТ ТЩАТЕЛЬНО ИЗУЧИТЬ ЧТО-ТО: МУЛЬТИЦЕНТР.
Давайте проанализируем, шаг за шагом, 3 варианта, описанные выше, начиная с самого инстинктивного, т. е. увеличить количество станков.
Как уже упоминалось, это самый инстинктивный вариант. Я произвожу 200 деталей с одним станком, я должен произвести 800 деталей. Что мне делать? Купить еще 3 станка.
Почему я говорю об инстинкте? Потому что инстинкт-это автоматическое поведение. Это означает, что он не является результатом обучения или личного выбора. Инстинкт имеет довольно жесткую связь с тем, что вы желаете.
Этот аспект меня заинтриговал. Я попытался лучше понять, как работает инстинкт, и это то, что я нашел.
Своеобразной характеристикой инстинктивного действия является отсутствие оснований из прошлого опыта, но оно представляется врожденным поведением, как если бы оно вытекало из характеристики, присущей нашему генетическому составу, и осуществляется сходным образом разными индивидами, часто без ясной цели.
ЕСЛИ ВСЕ ЭТО ДЕЛАЮТ, ЗНАЧИТ, ЧТО ЭТО САМОЕ ЛУЧШЕЕ РЕШЕНИЕ!
Это утверждение является самой большой проблемой и самым большим препятствием, которое ограничивает процесс инновационного мышления. Если вы подумаете на мгновение, с небольшим здравым смыслом, вы поймете, как вышеизложенное остановило бы технологическую эволюцию.
Возвращаясь к достоинствам этого решения, верно, что при покупке еще двух обрабатывающих центров ваше производство увеличится с 200 до 600 штук, но с производством ваши затраты также линейно возрастут.
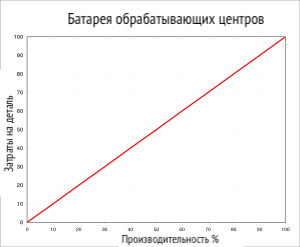
Как видно на графике выше, вы увеличили производство, но и ваши затраты выросли линейно. На самом деле нужно искать способ увеличить производство без пропорционального увеличения затрат, чтобы генерировать больше прибыли.
НЕ ВЫБИРАЙТЕ РЕШЕНИЕ, ОСНОВАННОЕ НА ИНТУИЦИИ И НЕ ИСПОЛЬЗУЙТЕ ОПРАВДАНИЕ, ЧТО ВСЕ ТАК ДЕЛАЮТ…
С этим утверждением мы теперь перейдем ко второму решению, т. е. используя более производительный станок для увеличения нашего производства, ДВУХШПИНДЕЛЬНЫЙ, потому что ДВУХШПИНДЕЛЬНЫЙ станок-это один станок, но производит вдвое больше по сравнению с обычным обрабатывающим центром.
Здесь ваша кривая эффективности затрат начинает казаться менее линейной и, как вы можете видеть на графике ниже, приводит к увеличению производительности, хотя и не пропорционально вашим затратам.
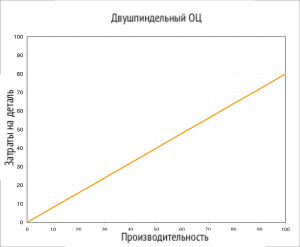
Эта кривая видоизменяется, например, потому, что на труд влияет меньше, чем на производство. Действительно, с 3 машинами у вас будет 3 оператора, в то время как с одношпиндельным и двухшпиндельным станком есть только 2 оператора. Производство увеличивается,затраты меньше.
Если вдаваться в подробности, то и занимаемое пространство (которое сегодня все чаще представляет собой стоимость) с ДВУХШПИНДЕЛЬНЫМ станком меньше, чем с двумя обычными обрабатывающими центрами, так же как с одним конвейером стружки, одним гидравлическим блоком и так далее.
ТЕПЕРЬ ПЕРЕЙДЕМ К УТОНЧЕННЫМ РАССУЖДЕНИЯМ, СЛЕДИТЕ ШАГ ЗА ШАГОМ ЗА МОИМ АНАЛИЗОМ
Если вы еще не знакомы с технологией мультицентра, я кратко резюмирую концепцию: это машина, которая имеет одну станину, в которой установлен вращающийся стол с 4 станциями.
Станция предназначена для загрузки / разгрузки деталей во время механической обработки на 3 других станциях. На каждом рабочем месте есть фактический 4-осевой обрабатывающий центр со сменным инструментом и осью B, вращающейся на 360° на главном поддоне.
Чтобы лучше понять, как работает эта машина, нажмите на видео ниже. Видео демонстративное и снято без защит и сож и без деталей, чтобы понять концепчию.
Как вы могли видеть из видео, МУЛЬТИЦЕНТР содержит 3 обрабатывающих центра в одном станке, поэтому производит пропорционально большее количество деталей, но затраты на производство не увеличиваются пропорционально.
Как видно из этого графика, производительность не пропорциональна эксплуатационным расходам. Это реальное преимущество использования мультицентра!
Я избавлю вас от сравнения между 3 обрабатывающими центрами и МУЛЬТИЦЕНТРОМ – второй легко их обходит. Вот список основных преимуществ по сравнению с твин-шпинделем.
5 ПРЕИМУЩЕСТВ МУЛЬТИЦЕНТРА ПО СРАВНЕНИЮ С ДВУХШПИНДЕЛЬНЫМИ ОЦ
1) ОДИН ПРОЦЕСС ПО СРАВНЕНИЮ С ДВУМЯ
Как следует из названия, ДВУХШПИНДЕЛЬНЫЙ ОЦ - это станок с двойным шпинделем, что означает, что я могу получить две детали вместо одной за одно и то же время цикла. Но при удвоении шпинделя мне нужно удвоить инструменты в машине, и именно поэтому результат заключается в том, что у меня есть два независимых процесса с потенциально разными результатами, поэтому я должен контролировать оба процесса.
Что я имею в виду? Один шпиндель мог произвести детали, пока другой не производит в пределах значений допуска или он находится вне вибраций в результате различных инструментов.
В случае мультицентра концепция полностью отличается с огромным преимуществом, потому что, несмотря на наличие 3 обрабатывающих центров, инструмент не предназначен для 3, но он всегда один и тот же, разделенный на 3 обрабатывающих центра. В принципе, есть только один процесс, но со скоростью 3 центров с 3 независимыми процессами.
Вы понимаете, насколько легче управлять одним процессом вместо двух независимых процессов. Если у вас есть компоненты, подлежащие статистическому анализу, МУЛЬТИЦЕНТР лучше справляется с тем, чтобы оставаться в пределах допусков, и оператору легче вносить поправки без особых проблем.
2) ПРОЩЕ ОСНАСТИТЬ СТАНОК
Говоря о технологах, я думаю, что и вам, как и многим другим компаниям, все труднее найти квалифицированную рабочую силу, способную быстро и правильно оборудовать станки.
Оснащение ДВУХШПИНДЕЛЬНОГО станка сложнее, чем оснащение двух отдельных станков! Это то, что мне сказал пользователь двухшпиндельных станков.
Если вы думаете о том, как работает двухшпиндельный станок, у вас есть практически два одинаковых инструмента, которые обрабатывают два компонента бок о бок одновременно. Трудность заключается в том, чтобы идентично установить длину инструмента, и любая небольшая разница отразится на детали, таким образом производя не идентичные детали.
И не только этот аспект производства с двумя независимыми процессами усложняет оснастку, но и оборудование! Действительно, даже с точки зрения зажима заготовки – где каждая заготовка должна быть зажата таким же образом – нет никаких шансов на смещение, все должно быть механически совершенным!
Вместо этого, с МУЛЬТИЦЕНТР, выполняет один процесс, инструменты не разделены, и эта ”швейцарская" операция не требуется. Это значительно упрощает работу оператора оснастки и то же самое относится к этапу зажима заготовки, так как каждый зажим имеет свое собственное смещение и может управляться независимо.
Это позволяет без особых усилий производить одинаковые качественные детали, не беспокоя операторов оснастки – у которых, как я понимаю, есть ДВУХШПИНДЕЛЬНЫЕ кошмары, широко распространенное заболевание в мире производства!
3) ЖЕСТКОСТЬ СТАНКА
Этот пункт не имеет никакого сравнения…
Теперь я проиллюстрирую, почему это не просто лозунг, который производители станков используют слишком часто, но это очень точный и четкий метод построения, поддержанный дипломной работой, разработанной на факультете машиностроения Университета Брешии.
В общей сложности 99% обрабатывающих центров с вертикальным, горизонтальным шпинделем, одношпиндельным или двухшпиндельным имеют открытую станину, в отличие от МУЛЬТИЦЕНТРА, который имеет закрытую станину, хорошо структурированную ячейку, на которую не влияют конфликтующие силы.
Ниже вы можете четко видеть, что я имею в виду под открытой станиной в обрабатывающих центрах.
Осмотрев станину, перейдем к рабочему модулю. Своя прочность обеспечена расстоянием между осью шпинделя, где установлены подшипники, и расстоянием линейных направляющих выступов.
В случае обрабатывающих центров, измерение колеблется от 600 мм до 1000 мм, в случае Мультицентра расстояние всего 200 мм все в пользу прочности, что означает меньше вибраций, более длительный срок службы инструмента и более длительный срок службы машины с точки зрения подшипников, которые часто повреждаются вибрациями.
4) ГИБКОЕ ПРОИЗВОДСТВО
С Двушпиндельным ОЦ вы обречены производить 2 идентичные детали, вы не можете оборудовать станок для производства 2 различных деталей потому что, как мы видели, все ограничено для того чтобы удвоить количество.
Есть все больше и больше случаев, когда клиент использует МУЛЬТИЦЕНТР для производства двух, трех или даже четырех разных деталей, возможно, деталей, которые затем должны быть собраны вместе, поэтому вы можете выделить две станции для детали A и две станции для детали B.
Таким образом, через каждые два интервала поворота стола вы получаете детали, готовые к сборке, без необходимости производить все детали A, а затем останавливаете, повторно налаживаете станок и производите все части B. Этот метод одновременного производства деталей, который затем формирует собранный блок, идет в направлении бережливого производства.
5) СРОК ЖИЗНИ СТАНКА
ДВУХШПИНДЕЛЬНЫЙ центр имеет средний срок службы 15 лет, после чего он готов к выходу на пенсию, возможно, на год больше или меньше. МУЛЬТИЦЕНТР построен с использованием методов, которые мы используем с 1958 года, методы, которые все больше улучшаются и приводят к тому, что наши машины с 30-летним сроком службы модернизируются и поддерживаются механически.
Лично я никогда не видел модернизации двухшпиндельного обрабатывающего центра, потому что конец срока службы электроники обычно совпадает с механическим, поэтому МУЛЬТИЦЕНТР дает вам дополнительную ценность!
Теперь мне интересно, всегда ли то, что я суммировал выше в 5 простых пунктах, учитывается теми, кто должен выбрать, покупать ли ДВУХШПИНДЕЛЬНЫЙ ОЦ или МУЛЬТИЦЕНТР.
С 2005 года мы постепенно внедряем этот новый продукт, открывая новую категорию в мире станков, МУЛЬТИЦЕНТР.