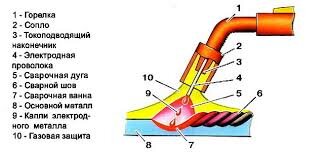
Сварка деталей покрытым металлическим электродом возможна благодаря высокой тепловой мощности сварочной дуги, под воздействием которой металлы расплавляются. При сварке покрытым электродом сварная дуга расплавляет основной металл и в то же время металлический электрод. Участок расплавленного металла называют сварной ванной. Капли электродного металла расплавляются и переносятся в сварную ванну, увеличивая ее объем, поэтому покрытый электрод является еще присадочным материалом.
Возбуждение дуги.
Чтобы получить возбуждение дуги, сварщик прикасается к металлу кончиком электрода, а потом быстро отводит его в сторону, примерно на 2 мм. В результате этого действия образуется дуга, а постоянную ее длину поддерживают простым опусканием электрода по мере его расплавления и уменьшения длины. До того момента, как образуется дуга, сварщику нужно закрыть глаза и лицо щитком, или шлемом, во избежание получения травм. Дугу всегда рекомендуют держать короткой, так как при короткой дуге не образуется большого количества металлических капель, электрод плавится вполне спокойно и дает равномерный пучок искр. Также, при короткой сварке величина проплавления металла является максимальной.
Сварка стыков.
Выполняя сварку стыкового шва, если он выполняется без скоса кромок, то валик накладывается обязательно с небольшим утолщением, либо с одной, либо с двух сторон стыка. Чтобы избежать возникновения такого дефекта сварки, как непровар, нужно обеспечить равномерное расплавление металла кромок по всей толщине шва.
От правильно выбранного тока и диаметра электрода зависит провар шва металла, толщиной до 6 мм при стыковой сварке. При правильно подобранном диаметре электрода и приемлемом токе сварке, обеспечивает необходимый провар шва металла от 4 до 8 мм. Величину тока рекомендуется подбирать исключительно опытным путем, то есть, сваривая пробные планки из металла той же толщины.
Итак, в этой статье были рассмотрены основные параметры и техника дуговой сварки. Правильная дуговая сварка должна осуществляться по указанным выше правилам, только в этом случае можно обеспечить высокое качество изделия, в ином же случае, могут возникать дефекты сварки, и вследствие чего - снижение надежности конструкции.