Введение
Машиностроительные предприятия – очень важная отрасль мировой промышлености. Эти предприятия влияют на экономику страны и являются социально-необходимыми, так как они непосредственно отвечают за военно-патриотическое оснащение государства. Они способны осуществить сложные заказы военной промышленности, гражданской и сельскохозяйственной отрасли. Обеспечить необходимыми узлами и агрегатами самолеты, вертолеты, а также различные морские суда и наземный транспорт.
За частую на заводе для производства одной ответственной детали необходимо задействовать более сотни человек. Перед тем, как эта деталь или миллионы этих деталей при массовом производстве выйдут за ворота завода, нужно привлечь маркетологов, экономистов, инженеров-проектировщиков, конструкторов, технологов, ОТК и лаборатории, а также грузчиков и водителей. И, конечно, каждого обеспечить рабочим местом.
Рабочее место - это зона трудовых действий исполнителя или группы исполнителей для выполнения определенной работы. Оно является первичным звеном предприятия, где все производственные участки и рабочие места взаимосвязаны, поэтому их функционирование оказывает непосредственное влияние на общий ритм коллективного труда и результаты его работы.
Организация рабочих мест должна быть рациональной, научно обоснованной, учитывающей мощность и специализацию предприятия, характер осуществляемых в нем технологических процессов, последовательность их выполнения, обеспечивать высокую производительность и эффективность труда.
Рациональная организация рабочего места – это, прежде всего, его специализация, т.е. установление определенного производственного профиля, закрепление за ним соответствующих однотипных операций, оборудования, распределения обязанностей между работниками.
Исходными данными для планировки рабочих мест являются результаты технологических расчетов количественных показателей: производственная программа (ассортимент и количество выпускаемой продукции), графики производства и реализации готовой продукции, численность производственных работников, расчет и подбор необходимого оборудования, площадь помещения, необходимая для размещения одного рабочего места.
В работе представлен анализ организации рабочего места оператора станка с ЧПУ на предприятии «Красный октябрь - Нева» и предложены методы его реорганизации.
1. Информация о предприятии
1.1 Продукция ЗАО Красный Октябрь – Нева
Продукция «Красного Октября» эксплуатируется более чем в 80 странах мира.
В 2002 году на базе производства товаров народного потребления в составе ОАО «Красный Октябрь» (Санкт-Петербург) было создано дочернее предприятие – ЗАО «Красный Октябрь-НЕВА», начавшее выпуск малой моторизованной сельхозтехники под отдельной торговой маркой «Мототехника НЕВА».
На сегодня (словосочетание «на сегодняшний день» не существует) в сбытовую сеть ЗАО «Красный Октябрь – НЕВА» входит свыше 160-ти компаний в России, Украине, Белоруссии, Литве, Латвии, Эстонии, Болгарии, Молдове и Казахстане. Мотоблоки и мотокультиваторы «Мототехника НЕВА» продаются в более чем 250-ти магазинах и обслуживаются в более чем 160-ти сервисных центрах от Калининграда до Петропавловска-Камчатского, от Архангельска до Краснодара.
Отделение мототехники выпускает 4-хтактные двигатели, мотоблоки «Нева», мотокультиваторы «Нева» и другие товары народного потребления.
Предприятие осуществляет полный цикл создания продукции - от проектирования и опытного производства до серийного изготовления.
Обладает полным технологическим циклом машиностроительного производства.
«Красный Октябрь - Нева» оборудован современным информационно-вычислительным комплексом, обслуживающим все подразделения предприятия.
1.2 Основная деятельность
В области товаров народного потребления:
- Опытное и серийное производство четырехтактных двигателей, мотоблоков, мотокультиваторов марки «Нева» и др.
- Гарантийное и послегарантийное обслуживания, поставка запасных частей.
1.3 Производство
«Красный Октябрь-Нева» обладает полным технологическим циклом машиностроительного предприятия - от заготовительного до сборочно-испытательного производств:
· Литейное, кузнечно-штамповочное, термическое
· Механическое
· Инструментальное
· Сборочное и испытательное
2. Цели работы
Работа посвящена организации производства мотоблоков. Основная цель – изучить работу механического цеха и рабочее пространство оператора станка с ЧПУ
3. Цех по изготовлению мотоблоков
В процессе работы в цехе стало ясно на сколько важно правильно организовать рабочее место и как оно влияет на производительность труда. Грамотная организация рабочего места позволяет сократить время на перемещение работника от станка к измерительным инструментам, увеличивает производительность труда, повысит качество выпускаемых деталей, уменьшит трудоемкость работы, позволяя рабочему сконцентрироваться непосредственно на своей работе.
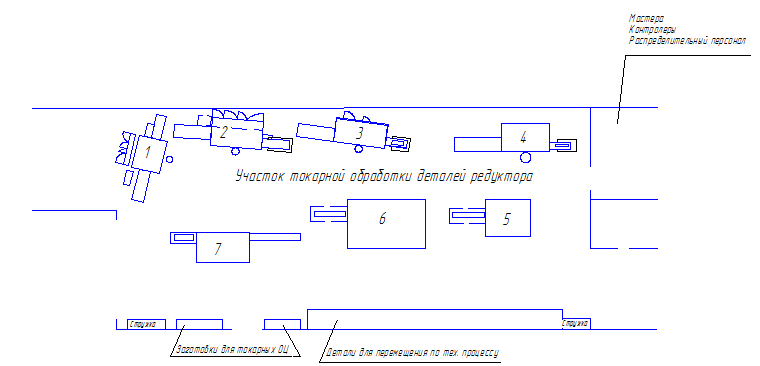
В цехе имеются несколько станков: TRAUB TNC 6500 (1), TRAUB TNC 4200Y (2), Biglia B565-YS (3), BigliaB565-YS (4), ROMI E 280 (5), Biglia B658 sm (6), Biglia B 470 YSM (7). Схема расположения станков показана на рисунке 2.
4. Станки и детали
В это работе описаны три станка:
Biglia B 470 YSM, Biglia B 658 sm и ROMI E 280.
4.1. Biglia B 470 YSM

Тип станка: Двухшпиндельный горизонтальный токарно - револьверный центр с ЧПУ.
Технические Данные:
- Отверстие в шпинделе 65 мм
- Макс. Диаметр обработки 210 мм
- Макс. Длина обработки 300 мм
- Скорость вращения 4000 1/мин
- Мощность главного двигателя 26 кВт
- Мощность двигателя контршпинделя 11 кВт
- Мощность двигателя Y-оси 3,7 кВт
- Перемещение по оси Y диапазон 110 мм
- Револьвер 2 головки по 12 инструментов.
- Управления Fanuc 18i
- Барфидер Iemca Master 880 - 3 м
Преимущества:
- Высокая мощность привода шпинделя
- Большое отверстие для прутка в шпинделе - большой ход по оси Y, мм 110
- Абсолютное измерения на всех осях
- Высокий крутящий момент ведомых инструментов
- Два 12 позиционных револьверных барабана
- Ременной привод на приводные двигателя
Области применения:
- Для производства средне - и крупносерийного ( количество деталей от 2000 штук до 50 000 штук)
- Для изделий из заготовок диаметром 65 мм
На этом станке изготовляли детали типа: звездочка и др.
4.2. Biglia B 658 sm
Тип станка: токарный.
Операции: токарные, резьбонарезные, сверлильные, фрезерные
Рабочая зона
Максимальный диаметр точения над станиной - 600 мм
Максимальный обрабатываемый диаметр - 490 мм
Максимальная длина обработки наружных поверхностей - 670 мм
Заготовка
Максимальный диаметр заготовки в патроне главного шпинделя - 315 мм
Максимальный диаметр заготовки в патроне контршпинделя - 210 мм
Максимальный диаметр прутка в главном шпинделе - 82 мм
Перемещения
Перемещение инструмента по оси X - 255 мм
Перемещение инструмента по оси Z - 670 мм
Перемещение контршпинделя по оси Z - 660 мм
Скоростные характеристики
Частота вращения главного шпинделя - 3500 об/мин
Частота вращения контршпинделя - 4000 об/мин
Скорость холостых подач контршпинделя по оси Z - 24 м/мин
Частота вращения инструмента в револьверной головке - 4000 об/мин
Скорость холостых подач инструмента по оси X - 20 м/мин
Скорость холостых подач инструмента по оси Y - 7,5 м/мин
Скорость холостых подач инструмента по оси Z - 24 м/мин
Скорость поворота по оси C - 100 об/мин
Динамические характеристики
Максимальный крутящий момент главного шпинделя - 539 Нм (S3-50%)
Номинальный крутящий момент главного шпинделя - 398 Нм
Максимальный крутящий момент инструмента - 70 Нм (S3-50%)
Номинальный крутящий момент инструмента - 47 Нм
Максимальный крутящий момент контршпинделя - 159 Нм (S3-50%)
Номинальный крутящий момент контршпинделя - 108 Нм
Мощность двигателя
Максимальная мощность привода вращения главного шпинделя - 22 кВт (S3-50%)
Номинальная мощность привода вращения главного шпинделя - 15 кВт (S1-100%)
Максимальная мощность привода вращения контршпинделя - 18 кВт (S3-50%)
Номинальная мощность привода вращения контршпинделя - 15 кВт
Максимальная мощность привода инструмента в револьверной головке - 5,5 кВт (S3-50%)
Номинальная мощность привода инструмента в револьверной головке - 3,7 кВт
Мощность двигателя насоса системы СОЖ - 1,5 кВт
На этом станке изготовляли детали типа муфта
4.3. ROMI E 280
Это многоцелевые станки для комплексной обработки, и у них модульная конструкция, обеспечивающая гибкость в выборе оптимальной конфигурации оборудования.
На базе одной и той же станины возможны различные комплектации станка с одной или двумя шпиндельными бабками - со шпинделем и противошпинделем; с программируемой задней бабкой; с револьверной головкой с приводным инструментом, с функциями обработки по оси С и Y.
Комплексная обработка деталей - точение, сверление, фрезерование и нарезание резьбы - может выполняться на станках этой серии с одного постанова детали.
Станки предназначены для среднесерийного и серийного производства.
На этом станке изготовляли детали типа вал
В технический процесс всех трех станков входит:
1. Заправка станков прутками
2. Прутки отрезаются на заготовки
3. Изготовление и обработка заготовки
4. Готовая деталь
5. Рабочее место оператора
Рабочее место оператора представляет собой отдельный производственный участок, закрепленный за одним рабочим или за бригадой рабочих. Рациональная организация рабочего места повышает эффективность использования станков с ЧПУ и способствует выполнению работы на них c наименьшими затратами труда. Основными факторами, влияющими на организацию рабочего места, являются технологический процесс и организация производства, а также система обеспечения рабочего места заготовками, технической документацией, инструментом, приспособлениями и ремонтообслуживанием оборудования.
Прежде всего рабочее место должно обеспечиваться необходимым количеством заготовок, инструмента и приспособлений для бесперебойной работы в течение смены. Площадь рабочего места должна быть такой, чтобы, с одной стороны, она гарантировала оптимальные условия труда, а с другой - была бы экономически целесообразной.
Для максимально оптимизации рабочего пространства необходимо располагать все предметы на рабочем месте в пределах вытянутой руки, это используется для того чтобы не делать лишних движений, которые вызывают дополнительные затраты рабочего времени и повышают утомляемость рабочего.
На данный момент рабочее место выглядит так рисунок 10
6. Анализ рабочего места
В первую очередь, чтобы добиться высокого уровня труда, необходимо сократить любые расстояния, которые должен преодолевать работник. Чем меньше работник будет отвлекаться на второстепенную работу, тем лучше он сможет выполнить основную. Следовательно, рабочее место должно быть компактным, это залог небольших расстояний. Для выработки автоматизма и понижению утомляемости надо располагать все в одном и том же расположении к примеру: ключи слева детали справа.
Необходимо учесть, что стеллажи и тумбы должны располагаться с тем расчетом, чтобы вокруг станка остались проходы не менее одного метра. Такое расположение удобно при уборке станка, стружки и удобно подходить за тем или иным инструментом в процессе работы.
Оценив рабочее место, можно сделать вывод, что необходимо корзину с заготовками держать в непосредственной близости от станка, соблюдая необходимые нормы техники безопасности. Стеллаж с измерительными приборами и средствами личной защиты (перчатки, защитная маска и др.) также должен быть расположен максимально близко к работнику.
Во-вторых, порядок. Порядок и организованность должны быть везде. Каждая полка стеллажа должна быть подписана, а работник обязан следить, чтобы все всегда лежало на своем месте. Например, первая полка отводится для средств личной защиты, вторая и третья для измерительных приборов, четвертая и пятая для сменных деталей станка и шестая для ведения необходимой документации.
В третьих, однообразная работа. Это поможет работнику довести все свои действия до автоматизма. Благодаря однообразной работе увеличивается скорость выполняемых действий, а, следовательно, количество изготовляемых деталей. Человек выполняет строго определенную работу, что помогает ему сконцентрироваться на ней и не отвлекаться.
Стеллаж не должен быть громоздким и необходимо, чтобы он мог легко перемещаться по цеху.
7. Необходимые инструменты
Для того, чтобы подготовить станок к работе необходимо проделать ряд работ, которые требуют инструмента. Часто необходим шестигранник, чтобы снимать/устанавливать заготовку и готовую деталь, поэтому на рабочем месте обязательно должен быть набор.
Также на рабочем месте должны быть отвертки и молоток для обеспечения нормальной работы.
8. Необходимые измерительные приборы
После изготовления первой детали необходимо измерить ее, для этого целесообразно использовать электронные приборы измерения. Это повысит качество измерение и снизит риск человеческого фактора. Например, на рабочем столе всегда должны быть электронный штангенциркуль и угломер.
Выводы
Эта работа дает возможность оценить на сколько важно обеспечить рабочего хорошим рабочим местом. Это позволяет структурировать работу и повысить качество выпускаемых деталей, узлов и агрегатов. Важно также следить за рабочим местом и содержать его в порядке, тогда рабочий может быть полностью сконцентрирован на своей работе и выполнять ее быстро.