После соединения трубопроводов способами дуговой сварки наблюдаются неоднородность структуры и свойств сварного шва, причина которых скрыта в неравномерности нагрева металла. Такое неудовлетворительное состояние металла усугубляется действием сварочных напряжений. Появление сварочных напряжений обусловлено как неравномерностью нагрева различных зон соединения, так и усадкой металла, и его структурными изменения-ми при охлаждении. Сварочные напряжения опасны тем, что могут вызвать появление трещин в сварных соединениях, особенно из легированных сталей. Следует особо подчеркнуть тот факт, что эти стали в производственных условиях быстро остывают, что также способствует трещинообразованию.
Одним из основных средств повышения надежности сварных соединений является термическая обработка, в результате которой снижается уровень сварочных напряжений, улучшается структура и свойства металла соединения.
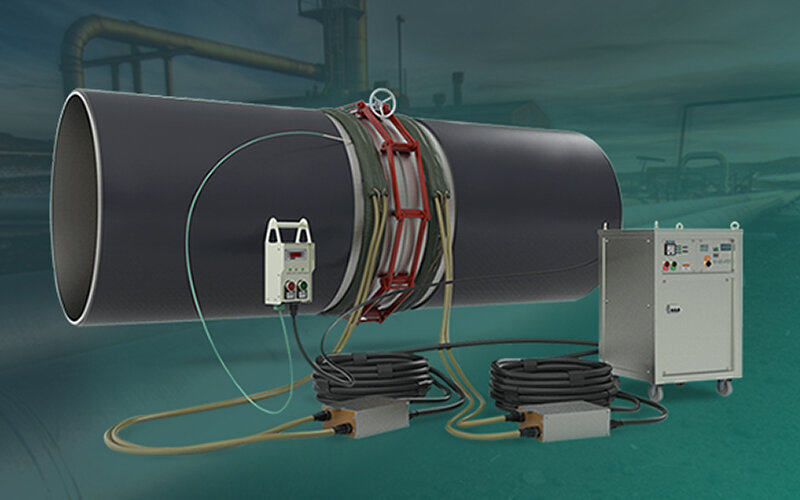
Однако сварочные напряжения, возникающие за счет усадки металла при охлаждении, можно устранить путем, так называемого предварительного подогрева стыков свариваемых труб (перед началом сварки) до температуры (100…300) °С. Предварительный нагрев предохранит сварное соединение от быстрого охлаждения, приводящего к возникновению трещин в шве.
Из всего многообразия способов нагрева трубопроводов (радиационный, индукционный, газопламенный и термохимический) наиболее перспективным является индукционный, так как обеспечивает равномерный нагрев по всей длине стыковки, прост в управлении и позволяет автоматизировать данный технологический процесс.