Четвертая статья из цикла,
Все статьи из этой серии.
СССР против Рейха. Технологии производств танков, часть 1 - состав брони
СССР против Рейха. Технологии производств танков, часть 2 - производство и прокат броневой стали.
СССР против Рейха. Технологии производств танков, часть 3 - литая и штампованная броня
СССР против Рейха. Технологии производств танков, часть 4 - сварка танковой брони
СССР против Рейха. Технологии производств танков, часть 5 - закалка брони и общие выводы
В предыдущих материалах мы разобрали особенности состава брони, производство бронелиста и готовых деталей - и везде мело место технологическое отставание Рейха, где-то небольшое, где-то существенное. Внедрение плавки бронестали в больших мартеновских печах, отливка цельных башен и даже их штамповка - у Рейха не получались в принципе, и это уже само по себе дает огромное преимущество в технологичности и стоимости производства техники для СССР.
Однако далеко не всегда можно отливать и штамповать броню, в конце концов значительную часть работ приходится делать по стандартной технологии - вырезать из бронелиста заготовки, сваривать их и закаливать - так же как в Рейхе... а действительно так же? Вот и разберемся с этими важнейшими технологическими процессами, сваркой и закалкой брони.
Как сваривались бронелисты танков
Для начала вспомним состав немецкой брони, примерно вот такой
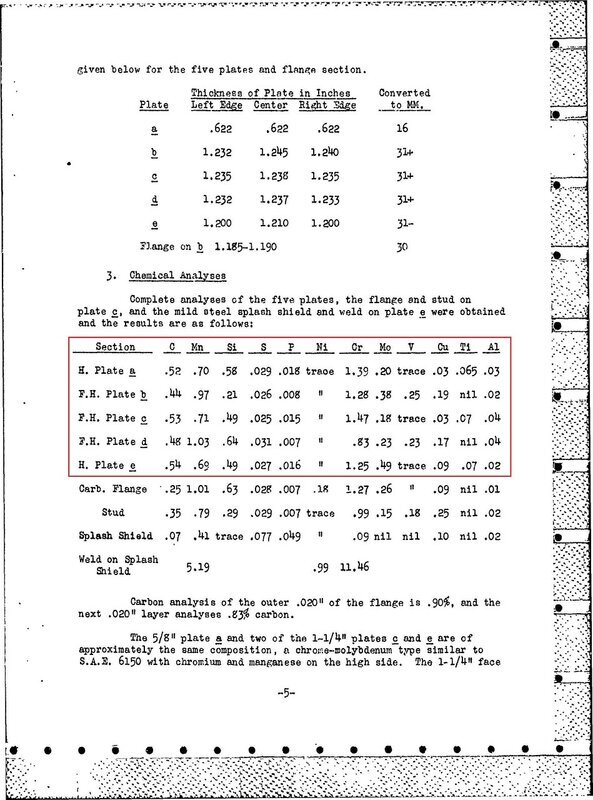
Первое что бросается в глаза - мого, около 0,5% углерода и мало легирующих добавок. А сталь с содержанием углерода более 0,3% сваривается все хуже и хуже.
Мало этого - надо понимать, что сваривается не тоненькое листовое железо, а толстые, несколько сантиметров плиты броневой стали.

Проварить такую плиту одним проходом - вручную - просто невозможно. Плиту нежно подогревать, а потом в несколько проходов, с обеих сторон проваривать вручную очень толстые швы - и каждый дефект может оказать критическое влияние на стойкость к удару снаряда. Поэтому, для упрочнения шва, немецкие технологи активно использовали сварку в шип - примерно по тому же принципу соединяют угля выдвижных ящиков мебели.
Такая сварка, выполненная высококвалифицированным сварщиком, действительно дает очень высокую прочность соединения.
Заметили проблему? Да, сварка соединения в шип, выполненная высококвалифицированным сварщиком, не спеша, очень аккуратно оказывается прочной - но идет война, нужно очень много танков, значит нужно много высококвалифицированных сварщиков - а они даже в Рейхе на деревьях не растут. Зато растут объемы заказов, нагрузка на сварщиков... В итоге работа идет медленно, а качество - дадим слово академику Б.Е. Патону:
победа наших войск на Курской дуге летом 1943 года предоставила большие возможности для изучения качества сварки немецких машин. Собранные данные показали, что все швы сваривались вручную, качество сварки было значительно ниже, чем на наших танках. Первый слой имел небольшие размеры и выполнялся аустенитными электродами, остальная часть шва создавалась за счет многослойной сварки ферритными электродами. Все сечение этой части было поражено порами
А чуть позже пошли проблемы и с электродами:
...вскоре в рейхе не стало и аустенитных электродов, так как в их состав входили дефицитные для Германии никель (до 10 %) и хром (до 20 %), и немцы решили «схитрить» – они стали оборачивать обычные электроды узкой тонкой полоской никеля или никелировать стержень гальваническим способом. Разумеется, качество швов от этого не улучшилось.
Как сваривали танки в СССР
Ну, тут вроде бы все ясно - если уж в Рейхе не нашли достаточного количества сварщиков, то куда там СССР... но - мы ведь говорим о технологиях. СССР во-первых, активно использовал литье и штамповку - сводя сварку в техпроцессе к минимуму. А еще - а еще то, о чем знает большинство интересующихся историей второй мировой.
Да, СССР опять сделал технологический прорыв. Там, где немцы использовали труд множества высококвалифицированных сварщиков в СССР работал автомат - сваривая со стабильным качество толстые броневые листы.
Обратите внимание - у сварочного автомата женщины. Не редкие, обученные рабочие высокой квалификации, сварщики с огромным опытом, которые просто на вес золота, а женщины, прошедшие короткий курс управления сварочным автоматом. Сварку первого борта Т-34 проводила... уборщица, Валя Бочарова:
Все мы были атеистами, но кто-то из нас, кажется это был директор, сказал: «С богом!» Девочка, которой до этого доверяли только уборку цеха и которую наш сотрудник обучил работе на автомате, как шутили, без отрыва от метлы, нажала кнопку. Электрод «примерз», но затем быстро установился нормальный процесс. Тележка с размещенной на ней сварочной головкой начала свой путь вдоль борта. Режим, как об этом сообщали приборы, был стабилен. Иногда над поверхностью флюса появлялись веселые синие огоньки. Они быстро исчезали, не нарушая нормального хода сварки. Борт был сварен со скоростью в восемь раз превосходящей скорость, достигнутую лучшими сварщиками цеха
Т-34: путь к Победе : Воспоминания танкостроителей и танкистов / Сост. К. М. Слободин, В. Д. Листровой; Предисл. А. А. Епишева. — X.: Прапор, 1985. — 235 с., http://armor.kiev.ua/Tanks/WWII/T34/tovictory/?page=13
Автоматическую сварку по флюсом быстро стали применять для сварки и других элементов корпуса, а уже через несколько месяцев сварка корпусов Т-34 была организована на конвейере - конечно, это совсем не те автоматы,что на современных конвейерах, где работают сверхумные роботы, но идеологически он был точно таким же.
Пуск первой линии на заводе имени Коминтерна освободил для других работ 280 высококвалифицированных сварщиков - их заменили 57 рабочих, в основном - девушки. При этом обеспечивалось стабильное и высокое качество сварки.
Скажите, кого-то удивляет то, что Рейх, имея промышленность всей Европы, сумел в 1942 году выпустить около 5 тысяч танков и САУ - а СССР произвел 24,5 тысячи танков?
Произошло это не потому, что танки СССР были сделаны тяп-ляп, а немецкие - суперпрочны и сделаны идеально.
Разницу обеспечило огромное технологическое превосходство советского танкостроения.
Особо удивляет вот какой момент - испытывая большие проблемы с технологическим процессом, с электродами, с количеством рабочих немцы так и не смогли принципиально изменить технологию. Не смогли освоить литье и штамповку деталей, автоматизированную сварку...
Если тебе нужен гвоздь - его может выковать кузнец. Тысяча гвоздей - кузнец сделает их за неделю. Но если тебе нужен миллион гвоздей - то очевидно, что нужно либо сажать за работу тысячу кузнецов, либо налаживать автоматизированное серийное производство.
СССР так и поступил - превратил производство танков в современный, высокотехнологичный, автоматизированный процесс. А немцы... а немцы безнадежно отстали технологически, научно, технически - и все что смогли придумать это посадить за работу тысячу кузнецов. Которых у них просто не было.
Подписывайтесь - продолжение следует.
Все статьи из этого цикла
СССР против Рейха. Технологии производств танков, часть 1 - состав брони
СССР против Рейха. Технологии производств танков, часть 2 - производство и прокат броневой стали.
СССР против Рейха. Технологии производств танков, часть 3 - литая и штампованная броня
СССР против Рейха. Технологии производств танков, часть 4 - сварка танковой брони
СССР против Рейха. Технологии производств танков, часть 5 - закалка брони и общие выводы