Концерн BASF официально запустил новый специализированный материал для 3D-принтеров по технологии послойного наплавления полимерного прутка (FDM/FFF) — филамент Ultrafuse 316L с высоким содержанием стального порошка, предназначенный для 3D-печати металлических заготовок.
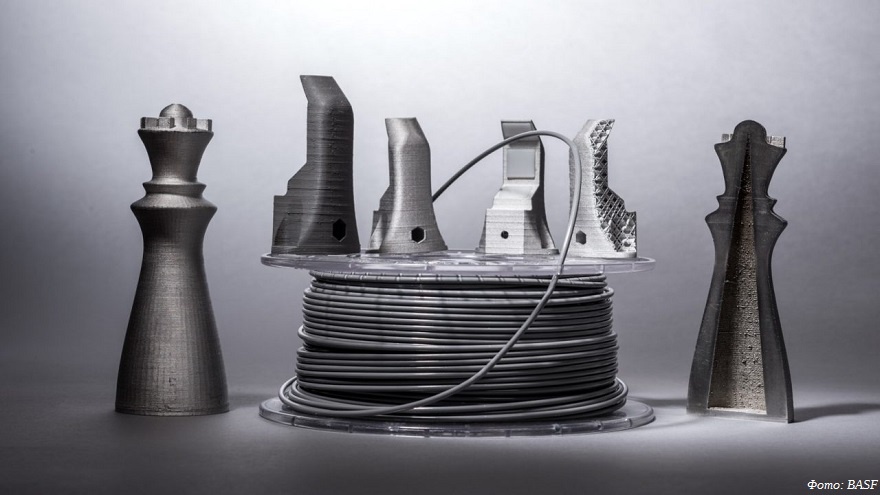
Новый материал представляет собой филамент с высокой долей порошкового наполнителя из нержавеющей стали марки 316L, достигающей девяноста процентов. Филамент пригоден для использования с обычными настольными FDM/FFF 3D-принтерами, совместим с директ- и боуденовскими механизмами подачи прутка, доступен в диаметрах 1,75 и 2,85 мм и предлагается в катушках массой 3 кг. Печатать рекомендуется при температурах от 230 до 250ºС на обработанных подходящим клеем стеклянных столиках или на каптоновой пленке. Рекомендуется использовать сопла диаметром не менее 0,4 мм и наносить материал со скоростью от 15 до 50 мм/c. Само собой, необходимо учитывать высокую абразивность материала и выбирать подходящие сопла.
После завершения 3D-печати и каталитического удаления основного связующего полимера заготовка со вторичным связующим отправляются в печь для выжигания остаточного пластика и спекания металлического порошка при температуре чуть ниже порога плавления. Разработчики обещают равномерное распределение порошка в связующем веществе во избежание образования определенных дефектов, таких как пористость. Хотя такой метод уступает по точности и разрешению технологиям селективного лазерного и электронно-лучевого наплавления и спекания, а также требует масштабирования цифровых моделей для компенсации неизбежной усадки, он не требует использования дорогостоящего аддитивного оборудования промышленного класса, расходные материалы выходят не только дешевле мелкодисперсных металлических порошков, но и гораздо безопаснее в работе, а большую часть механической обработки деталей можно проводить еще на «зеленой» стадии, то есть до спекания, что значительно упрощает процесс доводки до готового вида.
«Нашей целью было создание высококачественного металлического филамента, значительно упрощающего аддитивное производство в плане стоимости, скорости и доступности. В сравнении с литьем металлов под давлением (MIM) филамент Ultrafuse 316L делает возможной работу в офисных условиях, что открывает новые производственные перспективы. Чтобы раскрыть полный потенциал Ultrafuse 316L необходимо понимать, что этот филамент нельзя назвать обычным. Мы ставим задачей обеспечение полного цикла услуг и поддержки, от оформления заявок и до получения готовых, спеченных деталей, чтобы 3D-печать металлами стала естественным компонентом производственных процессов», — прокомментировал Атанассиос Котротсиос, управляющий директор компании iGo3D.
Официальными дистрибьюторами филамента Ultrafuse 316L выступят компании iGo3D, Ultimaker и MatterHackers. Дополнительная информация доступна на официальном сайте подразделения BASF 3D Printing Solutions по этой ссылке.
источник 3Dtoday.ru