РУКИ совместно с Клубом производственников Московской школы управления Сколково подготовили перевод четвертой части канонического гида по разработке продукта от Бена Эйнштейна (Ben Einstein), промышленного дизайнера и одного из основателей hardware-инкубатора Bolt.io.
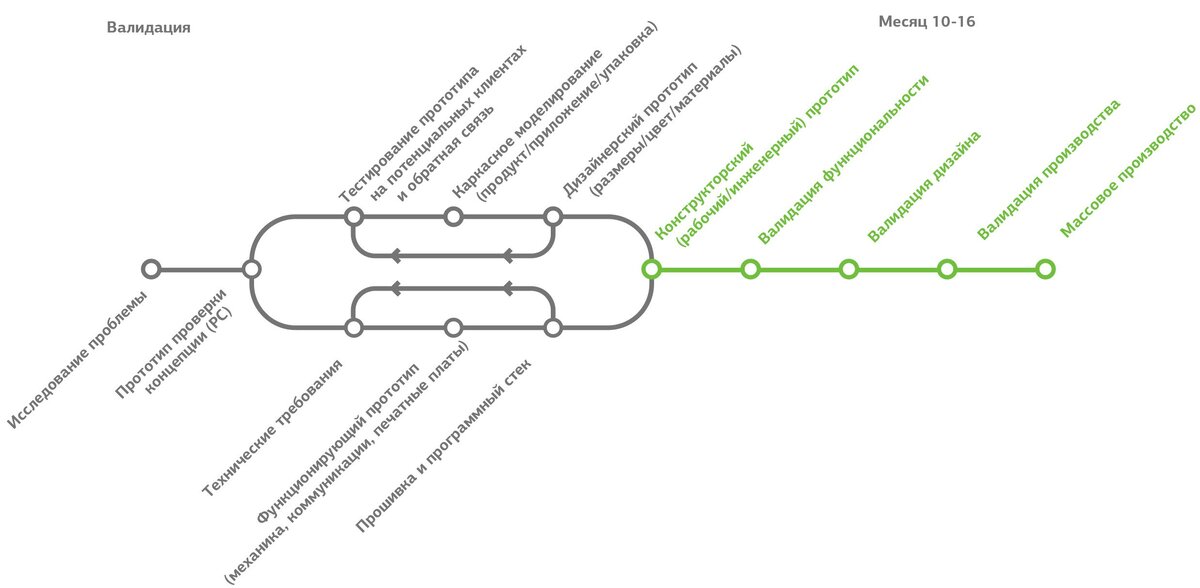
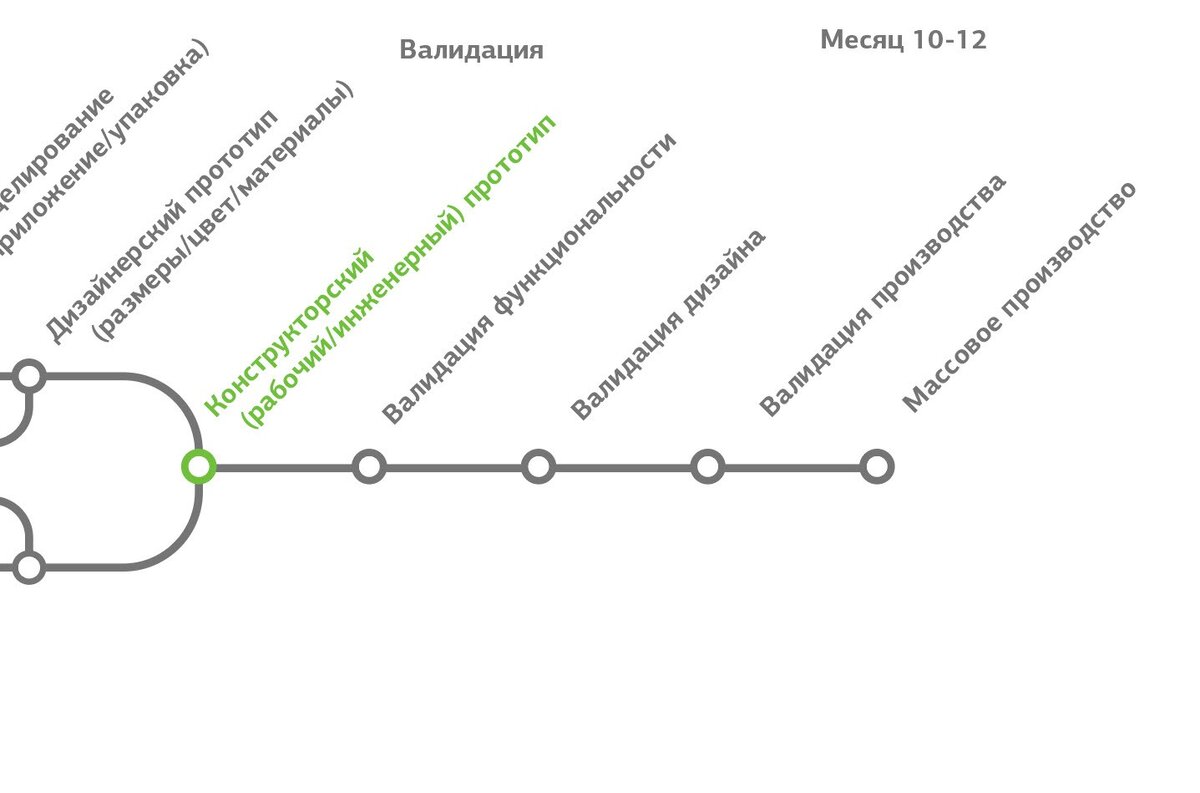
Часть 4: Валидация
Валидация – это максимально стандартизированная стадия разработки продукта. На этом этапе результаты разработки дизайнеров и инженеров объединяют, чтобы понять, получится ли выпускать продукт в промышленных масштабах.
Первая фаза валидации – это создание опытного образца, который последовательно тестируют инженеры, дизайнеры и специалисты, ответственные за запуск массового производства. На каждом этапе важно оптимизировать продукт для серийного выпуска.
Опытный образец (Engineering Prototype, EP)
Опытный образец, так же известный как EP или “прото”, – это первый шаг, который объединяет результаты дизайнерских и инженерных разработок.
Наверняка вы помните, что каждая из стадий дизайна и конструирования завершается созданием прототипа.
Совместить оба прототипа непросто и зачастую приходится чем-то жертвовать.
В результате создания опытного образца вы получаете:
- Не более пяти экземпляров устройства (обычно хватает и одного).
- Отсутствие необходимых оснасток, при минимальной оптимизации затрат. Нормально, если на этом этапе себестоимость устройства будет высокой (часто продукт стоит в 10 раз дороже, чем серийная версия).
- База данных (полный список всех необходимых компонентов и описание моделей), которую можно рассылать подрядчикам для расчета стоимости (такой документ называется RFQ, или request for quotation).
На этом этапе лучше всего привлекать инвестиции. Создание опытного образца – это важнейший шаг в процессе разработки продукта. B2B-компании и крупные предприятия воспринимают наличие опытного образца как знак, что продукт уже можно продавать.
Циклы сбыта обычно требуют много времени, поэтому имеет смысл представить EP с расчетом, что через несколько месяцев начнется серийное производство продукта.
Если вашему продукты требуются печатные платы, то следует провести финальную оптимизацию для повышения производительности и сокращения затрат. На фото выше показаны четыре итерации LED-платы для устройства DipJar, которые были проведены для сокращения затрат без потери качества.
Важнейший этап при создании опытного образца – это доработка
пластиковых и металлических деталей с расчетом на серийное производство. Процесс проектирования с учетом технологических требований называют DFM (design for manufacturing).
Пластиковые элементы разбирают на отдельные детали для литья (красная стрелка); добавляют ребра жесткости для придания прочности и создания стенок равной толщины (синяя стрелка); а также проектируют крепежи (желтая стрелка).
И еще немного DFM! В процессе проектирования DipJar никак не удавалось добиться от LED-матрицы четкого изображения (функционирующий прототип производил засветы). Проблему удалось решить с помощью особой техники литья и LED-рамки (красная стрелка). Колодцы для винтов также были оптимизированы для литья и сборки (синяя стрелка).
На стадии DFA (design for assembly) необходимо облегчить процесс сборки. Важно, чтобы все компоненты устройства мог собрать обычный техник без инженерного образования.
Сборка включает в себя установку печатных плат (красная стрелка), фиксацию в разъемах, укладку проводов для подключения платы (желтая стрелка) и оптимизацию конструкции для свободного доступа к любому элементу (синяя стрелка).
После первичной оптимизации инженеры обычно несколько раз делают прогонку сборки, чтобы проработать ее очередность, выбрать длину проводов, размер зазоров, оценить особенности монтажа. Эти параметры будут оптимизированы на этапе инженерной проверки (EVT).
Как только все части будут проверены, вы получите финальный опытный образец. На фото слева изображен важный момент для команды DipJar – первое списание чаевых с кредитки с использованием нового устройства.
Инженерная проверка (Engineering Validation Test, EVT)
Инженерная проверка продукта – это финальное испытание при конструировании продукта. На этом этапе важно понять, отвечает ли продукт требованиям к функциональности, заявленным в спецификации.
Основные параметры инженерной проверки:
- Производство 20-50 экземпляров.
- Первая сборка устройств при участии подрядчика (на этом этапе часто что-нибудь идет не по плану).
- Использование новых оснасток. Из-за этого возможны неправильный цвет изделия, отсутствие верной текстуры и проблемы с подгонкой деталей.
- Проведение базовых тестов, а именно проверки питания, термических испытаний и оценки влияния электромагнитных полей.
Часто после внесения первых правок проводится повторная инженерная проверка.
Чаще всего на этапе инженерной проверки впервые проводят тест печатных плат с производственными настройками (хотя обычно они идут с тестовой прошивкой).
Чтобы убедиться, что подрядчик изготавливает платы в соответствии с заявленными требованиями, многие компании отправляют на производство собственного инженера, который контролирует работу на месте.
Изделия на этапе инженерной проверки выпускают по плану сборки, определенному еще на стадии создания опытного образца. Для начала собирают отдельные компоненты, а потом соединяют их в готовый продукт. На фото показаны 25 основ DipJar с припаянными динамиками, мобильными антеннами и вмонтированными утяжелителями.
После соединения сборочных единиц первую партию изделий, полученных в ходе инженерной проверки, можно подключать к питанию.
Затем готовые изделия проходят серию функциональных тестов. На фото выше проводится оценка уровня энергопотребления устройства от DipJar. Также важно проверить уровень перегрева, влияние электромагнитных полей и статического электричества.
Если будут обнаружены существенные недостатки, потребуется собрать еще один образец. Если дефектов нет, можно переходить к проверке дизайна.
Проверка дизайна (Design Validation Test, DVT)
На этом этапе на передний план выходит производственный процесс.
Важно понять, отвечает ли продукт всем установленным требованиям, включая
визуальные и экологические. В процессе DVT вы получите:
- Партию из 50-200 единиц продукции.
- Заключительный этап валидации перед запуском изделий на продажу.
- Оптимизацию выхода готового продукта (процент рабочих единиц продукта от общего количества) и времени (количество изделий, производимых в день).
- Многочисленные испытания, необходимые на стадии проверки дизайна.
Поскольку на этом этапе нужно выпустить большую партию продукта, важно подобрать инструменты и методики, которые помогут выпускать продукт стабильно. Самое время заняться разработкой мануалов для правильного серийного производства.
Этапы сборки на этой стадии такие же, как при проведении инженерной проверки, только повторять их придется чаще, поскольку нужно выпустить больше изделий.
На стадии проверки дизайна продукт проходит многочисленные испытания. Слева на фото показаны испытания модели DipJar в климатической камере. Некоторые компании предпочитают проводить ударные испытания в специальных лабораториях. Команда DipJar пошла по более простому пути (гифка справа).
Изделия, полученные в результате проверки дизайна, используются во время нормативных тестов. На фото выше DipJar проходит сертификацию Федеральной комиссии по связи США (FCC). В процессе оценивают активное излучение модуля сотовой связи.
Именно на этапе проверки дизайна создаются продукты с проработанным оформлением (сюда относятся сложное литье, печать на корпусе, подбор цвета пластика и трафаретная печать).
К примеру, на верхнюю и переднюю панели устройства DipJar наносятся логотипы с помощью тампопечати. Клиентам, которые заказывают крупные партии, компания готова предоставить несколько цветов на выбор и нанесение логотипа под заказ.
На фото выше показаны тестовые детали, выполненные для Армии спасения и благотворительной организации Children's Miracle Network.
Проверка производства (Production Validation Test, PVT)
На этой стадии официально запускается серийное производство продукта. Изменения в продукт уже не вносятся – только если что-то пошло совсем не так.
Главные особенности PVT:
- Производство 500+ единиц (или 5–10% от первой партии).
- Если все пойдет по плану, то их можно будет продать!
- Никаких изменений в оснастку уже не вносится.
- Детальная аналитика метрик для прогнозирования серийного производства
(планы по выходу продукта, объем, время, затраты времени на переделку и т.д). - Полная отладка сборочной линии и обучение работников в цеху.
- Оценки процессов обеспечения контроля качества.
Сборочные приспособления и инструменты важны для надежной сборки. Многое зависит от возможностей вашего подрядчика, но в некоторых случаях разрабатывать и собирать оборудование приходится самим.
На фото слева – прибор для сборки основания под названием DipJig, а справа – зажим для программирования печатной платы.
Этап оценки производства – это последний шанс отладить инструменты и процессы.
Инструмент на фото слева позволяет припаивать головку кард-ридера DipJar.
QR код слева (красная стрелка) – это элемент системы контроля. Он помогает сопоставить серийные номера различных деталей с серийным номером продукта DipJar и соответствующей упаковки.
Как только продукты сойдут со сборочной линии, необходимо организовать контроль качества. На фото выше показан процесс первой загрузки. Устройства
впервые подключаются к сети и прошиваются.
Автоматизированные тесты позволяет эффективно проверять качество электроники и прошивки, используя метод «черного ящика».
Как только пройден контроль качества продуктов, можно компоновать их аксессуары, упаковывать товар и отправлять на склад.
Самая интересная часть этапа проверки производства – это наблюдение за тем, как клиенты начинают пользоваться устройствами. На фото показано, как команда разработчиков следит за обработкой первого платежа, проведенного через DipJar.
Серийное производство
Серийное производство (MP, или увеличение объема выпуска (ramp)) подразумевает запуск первой промышленной партии. Часто количество производимой продукции равно минимальному тиражу, за который готовы взяться подрядчики.
Что происходит при выпуске первой серийной партии:
- Производство 5000+ единиц (это актуально для потребительских товаров).
- Анализ ошибок и выхода продукта на небольшой партии продукта (обычно 1%).
- План оптимизации цепи поставок для последующих производственных циклов.
- Прогноз объема продаж и спроса.
Приятно наблюдать за тем, как промышленные партии продукта сходят с конвейера.
Особое удовольствие – впервые увидеть тысячи собранных устройств. Поразительно, сколько места они занимают. Команда DipJar самостоятельно собрала специальные полки, чтобы максимально эффективно использовать пространство.
Индивидуальные подарочные упаковки (слева) и картонные короба (справа) заполняются продукцией и отгружаются покупателям.
После этого начинается настоящая работа (маркетинг и дистрибьюция). К счастью, она сопровождается приятными моментами. Например, можно наблюдать, как клиенты пользуются продуктом, любят его и рассказывают, как он изменил их жизнь.
На этом этапе важно сфокусироваться на клиентской поддержке, поскольку проблемы у пользователей рано или поздно начнут возникать.
Теперь можно и поспать! Но второй цикл производства ближе, чем кажется.
Обычно для второго запуска потребуется несколько изменений:
- Снижение стоимости.
- Сокращение брака и повышение качества.
- Анализ ошибок (важно, чтобы все бракованные изделия поступали к команде инженеров для диагностики).
- Отладка второй сборочной линии.