К такому варианту заточки сверла я пришел благодаря многолетнему опыту работы как на токарных так и на сверлильных станках. Способ одинаково подходит как к станочному сверлению, так и сверлению ручным инструментом. Хитрость заключается не в угле заточки в 120 градусов, а в дополнительной заточке режущих кромок с заужением начальной режущей кромки сверла. Чем начальная кромка уже тем легче врезаеться сверло в материал, как в сталь, так и в цветные металлы. Да и с помощью такой заточки прицеливаться к накерненому месту будет легче.
Этот способ я эффективно применяю как для сверл мелкого диаметра 2, 5, 7, 10 мм, так и для больших диаметров 18, 20, 35, 45, 52 и даже 65 мм.
Для заточки нам потребуется заточной станок с кругом заточным под углом в 90 градусов. Круг можно прошарошить либо остатком такого же круга, либо грубым зачистным кругом от болгарки, держа его руками прислоняя к кромке вращающегося круга. Аккуратно доводим углы круга. Сверла мелкого диаметра я довожу на хорошей алмазной чашке, там угол в 90 градусов более четок.
Ниже я прикреплю фото заточки сверла. При заточке охлаждайте сверло, не пережгите до синевы режущую кромку. Если это случиться прочность режущей кромки ослабнет.
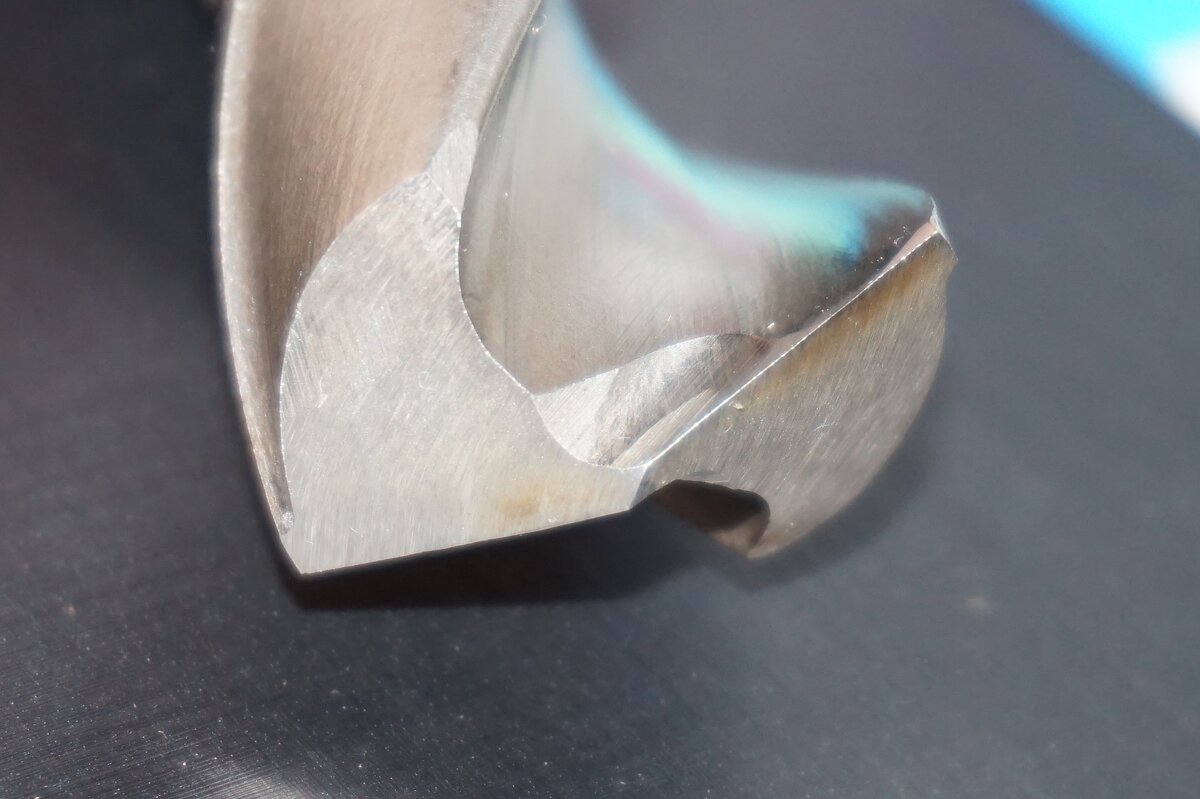
А во время сверления, позаботьтесь о правильных режимах, не ставьте большие обороты. Сверла обычно делают из стали р6м5 либо стали HSS, эти сплавы хорошо выдерживают и сложнее тупятся при оборотах в диапозоне от 80 до 400 оборотов. Чем тоньше сверло тем выше обороты, и наоборот. На фото сверло которым уже просверлили более 30 отверстий. Видно как притупляется наружная кромка сверла.

Лучшей благодарностью для автора станет подписка, либо лайк к прочитанной статье.