
Сварочный электрод — функционально представляет из себя стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию.
Сварочные электроды делятся на плавящиеся и неплавящиеся, применение которых и определяет два основных способа электродуговой сварки - сварки плавящимся электродом и сварки неплавящимся электродом.
Неплавящиеся сварочные электроды изготовляют из тугоплавких материалов, таких как вольфрам, синтетический графит или электротехнический уголь. В процессе сварки они выполняют функцию подвода сварочного тока к изделию. Присадочный материал, который требуется в большинстве случае для заполнения зазора между свариваемыми деталями, заполнения разделки свариваемых кромок при сварке изделий повышенной толщины и формирования усиления сварного шва, для придания ему требуемых геометрических размеров, подается в зону горения сварочной дуги отдельно, в виде сварочный прутков при ручной сварке, или сварочной проволоки при механизированной сварке. В подавляющем большинстве случаев для дуговой сварки неплавящимся электродом применяются вольфрамовые электроды различных марок.
В основном, под термином "сварочные электроды" понимают именно плавящиеся электроды, которые представляют из себя металлический стержень в большинстве случае близкий по химическому составу свариваемому металлу и нанесенное на его поверхность покрытие.
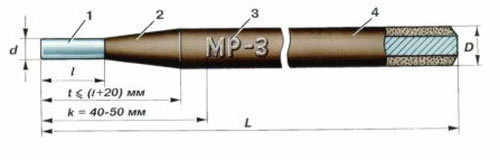
Плавящийся электрод для сварки: 1 - стержень, 2 - участок перехода, 3 - марка электрода, 4 - покрытие.
Металлический стержень не только подводит сварочный ток к свариваемому изделию но, расплавляясь в процессе сварки, выполняет функцию присадочного материала, входящего по мере плавления в состав сварного шва. Покрытие наносится на поверхность металлического стержня в основном методом опрессовки и представляет из себя сложную смесь разнообразных компонентов. Покрытие сварочных электродов выполняет очень важные и разнообразные функции. Это и обеспечение стабильности горения сварочной дуги, и защита сварочной ванны от вредного воздействие окружающей среды, и металлургическая обработка жидкого металла сварочной ванны, и обеспечение определенных технологических качеств сварочных электродов, и т.п.
Стабилизация сварочной дуги: Изначально покрытие сварочных электродов выполняло функцию стабилизации горения сварочно дуги и представляло из себя нанесенный на поверхность сварочного стержня тонкий слой смеси мелового порошка и жидкого стекла. Электроды с таким покрытием (тонкопокрытые электроды) хоть и давали возможность осуществления сварки, но не обеспечивали защиты расплавленного металла (сварочной ванны) от вредного воздействия окружающей атмосферы. Швы выполненные такими электродами отличались большим количеством газовых пор, повышенной склонностью к образованию трещин и применялись только для сварки не ответственных конструкций.
В современных марках сварочных электродов стабильность сварочной дуги достигается введением в покрытие электродов веществ, обладающих малой величиной потенциала ионизации, благодаря чему происходит насыщение дугового пространства ионами, необходимыми для устойчивого горения дуги. В качестве таких веществ применяются мел, поташ, титановый концентрат (рутил), калиевое и натриевое жидкое стекло, углекислый барий и др. Введение в состав покрытия указанных компонентов существенно облегчает зажигание сварочной дуги и устойчивость ее горения. Такие электроды хороши для сварки тонкостенных конструкций, сварки по завышенным зазорам и сварки в различных пространственных положениях, сварки неповоротных стыков трубопроводов и т.п.
В качестве примера могут выступать электроды марки CR-13 производства южно-корейской фирмы Chosun, пользующиеся большой популярностью. Однако, следует помнить, что снижение потенциала ионизации дугового промежутка приводит к снижению напряжения горения дуги и, соответственно, к снижению ее мощности. Такими электродами трудно обеспечить надежный провар свариваемых кромок деталей, а, соответственно, эксплуатационную надежность сварных соединений.
В отличие от указанных сварочных электродов, электроды другой популярной марки МР-3 отечественного производства, которые можно отнести к разряду "промышленных", хотя и требуют больших профессиональных навыков для осуществления стабильного и устойчивого процесса сварки, зато обеспечивают глубокое проплавление (провар) свариваемых кромок и позволяют осуществлять сварку конструкций толщиной до 5 мм с полным проваром без предварительной разделки кромок.
Защита зоны сварки от азота, кислорода и водорода (водорода в составе паров воды), содержащихся в воздухе. Защитные компоненты покрытия создают на пути атмосферных газов два барьера - газовое облако, состоящее из углекислого газа, окиси углерода и прочих газов, и шлаковый слой сложного состава, плавающий на поверхности расплавленного металла. К газообразующим компонентам относятся крахмал, древесная зола, хлопчатобумажная пряжа, пищевая мука, декстрин, целлюлоза. К шлакообразующим - титановый концентрат (рутил), каолин, марганцевая руда, мел, мрамор, кварцевый песок. Шлак не только защищает сварочную ванну от вредных газов, но и снижает скорость охлаждения и кристаллизации металла, способствуя тем самым более полному выходу из него газов и вредных включений.
Раскисление расплавленного металла, т.е. удаление из него кислорода путем его связывания. В качестве раскислителей выступают вещества, которые легко (легче, чем железо) вступают в реакцию с кислородом. Это такие металлы, как марганец, кремний, титан, входящие в состав покрытия в форме ферросплавов.
Легирование металла шва с целью улучшения его физических, механических и химических свойств. Эту функцию выполняют в основном марганец, кремний, хром, молибден, ниобий, титан - в виде чистых металлов или ферросплавов. Легирование шва может выполняться также через присадочный материал (электродный стержень).
Связывание всех компонентов, входящих в покрытие, друг с другом, а всего покрытия в целом - со стержнем электрода. Основным связующим веществом является натриевое (силикат натрия) или калиевое (силикат калия) жидкое стекло, которое выполняет одновременно и функцию стабилизации дуги. Жидкое стекло (силикатный клей), кстати сказать, является веществом, которое входит в покрытие электродов всех типов - настолько удачным оказалось соединение в нем связующих и стабилизирующих качеств.
Тип покрытия в основном определяет область применения сварочных электродов и особенности технологии сварки.
В зависимости от химического состава различают следующие виды покрытий электродов:
кислое - обозначается А (А); целлюлозное - Ц (C); рутиловое - Р (R); основное - Б (B); смешанного типа - (RB, RA, RC и пр.); прочие виды покрытий - П.
В скобках приведены обозначения по европейскому стандарту DIN EN 499 (C - cellulose, A - acid, R - rutile, B - basic). Встречающееся иногда обозначение RR означает "рутиловое толстое".
Кислые покрытия. Кислые покрытия, состоящие в основном из железной и марганцевой руды (оксидов железа и марганца), выделяют в дугу большое количество кислорода, который повышает ее температуру и снижает поверхностное натяжение расплавленного металла, делая его очень текучим. Это дает возможность увеличивать скорости сварки, но одновременно повышает опасность подрезов. Сварочные электроды с кислым покрытием малочувствительны к наличию ржавчины и влаги на свариваемых кромках. Обычно их применяют для сварки неответственных сварных конструкций. Кроме этого, наличие в покрытии токсичных оксидов марганца делает сварку такими электродами небезопасной для здоровья сварщика. Поэтому чисто кислые покрытия используются в наше время ограничено. Их заменили смешанные рутилово-кислые (RA).
Целлюлозные покрытия. Целлюлозные покрытия состоят из целлюлозы, органических смол, ферросплавов, талька и прочих веществ. Главной особенностью сгорания в дуге покрытий с органическими веществами является образование большого количества защитных газов, и очень малого - шлака. Это делает их удобными для сварки вертикальных швов (шлак не стекает вниз).
К недостаткам электродов с целлюлозным покрытием относится значительное количество брызг при сварке и пониженная пластичность металла шва, обусловленная большим (относительно других покрытий) количеством водорода, образующегося при сгорании органических компонентов.
Рутиловые покрытия. Рутиловые покрытия состоят преимущественно из природного концентрата рутила (двуокиси титана TiO2), кремнезема (гранита, полевого шпата, слюды), карбонатов кальция и магния, ферромарганца. Электроды с рутиловым покрытием обеспечивают переход металла стержня в ванну малыми или средними каплями и характеризуются спокойным расплавлением с небольшим количеством брызг. Шов имеет тонкий рисунок, шлак легко отделяется от металла шва.
Очень важной особенностью электродов с рутиловым покрытием является легкость повторного зажигания дуги, обусловленная наличием TiO2. При этом не требуется даже удалять пленку в кратере электрода, поскольку она (при достаточно высоком содержании TiO2) обладает проводимостью полупроводника и обеспечивает зажигание дуги без соприкосновения стержня с основным металлом. Это достоинство рутиловых покрытий создает большое удобство при работе короткими швами, когда требуется часто прерывать дугу.
Рутиловые покрытия менее вредны для здоровья сварщика, чем другие. Помимо чисто рутиловых покрытий, широко распространены смешанные: рутилово-целлюлозный тип (RC), рутилово-основной (RB), рутилово-кислый (RA), которые также обладают хорошими технологическими свойствами. Электродами с чисто рутиловыми и смешанными покрытиями (МР-3, АНО-21, АНО-4, ОЗС-6 и пр.) можно варить швы практически любого положения.
Основные покрытия. При сварке ответственных конструкций работающих при циклических знакопеременных, динамических (ударных) нагрузках, особенно при отрицательных температурах окружающей среды, необходимо свести к минимуму содержание в металле шва водорода, который способствует образованию трещин в металле шва и разрушению сварных соединений. Для этой цели из состава покрытия убирают все, что могло бы являться источником водорода и способствовать насыщению им расплавленного металла.
Так называемые низководородные электроды имеют покрытие основного типа (фтористо-кальциевого), состоящие преимущественно из карбонатов магния и кальция (доломит, мрамор, магнезит). Кроме того, в состав покрытия включают плавиковый шпат (CaF2), который связывает свободный (диффузионо-подвижный) водород во фтористый водород HF, который не растворяется в жидком металле и улетучивается из зоны горения дуги. К сожалению, ионы фтора скапливаясь в прикатодной области при сварке на постоянном токе прямой полярности и переменном токе, препятствуют эмиссии электронов и затрудняют процесс сварки, поэтому сварку электродами с основным типом покрытия производят в основном на постоянном токе обратной полярности. Однако, добавки в состав покрытия ионизирующих веществ, а также использование смешанных типов покрытия, имеющие меньшее содержание плавикового шпата, дают возможность осуществлять процесс сварки как на постоянном токе прямой полярности, так и на переменном токе.
В отличие от прочих покрытий, образующаяся газозащитная среда минерального происхождения, состоящая в основном из СО и СО2, лишена водорода.
Металл шва, сваренного электродами с основным покрытием, обладает высокой ударной вязкостью и повышенной пластичностью. Этими электродами осуществляют сварку особоответственных конструкций. Сварку необходимо вести предельно короткой дугой, вплоть до опирания на покрытие.
Сварочные электроды с покрытием основного типа особо чувствительны к наличию влаги как в свободном виде на свариваемых кромках (влага, иней, лед), так и химически связанной в виде ржавчины на свариваемых кромках, поверхности электродных стержней, а также влаги в составе покрытия. Свариваемые кромки перед сваркой должны быть очищены и просушены, а сварочные электроды прокалены при температуре 350- 400 град.C в течение 2-3 часов.
Основное покрытие имеют такие популярные электроды, как УОНИИ-13/45 и УОНИИ-13/55.
Примечание: Основным покрытие называется не потому, что эти покрытия являются преобладающими, или главенствующими среди других типов покрытия, а исключительно потому, что в его состав входят основания, как химические соединения, в отличие от кислот (покрытия кислого типа).
Покрытия с железным порошком. Иногда в покрытие вводят железный порошок. Электроды с железным порошком обеспечивают повышенную производительность сварки, отчего их и называют иногда "высокопроизводительными электродами". Железный порошок повышает проплавляющую способность сварочной дуги и обеспечивает качественную сварку стыковых соединений с нерегулярными или повышенными зазорами - даже при отсутствии подкладок. Кроме того, он улучшает повторное зажигание дуги.
Если покрытие содержит более 20% железного порошка, в его обозначение дополнительно вводится буква Ж. Например, обозначение РЖ означает - "рутиловое с железным порошком". В качестве примера электрода с железным порошком в покрытии можно привести АНО-1.
Надеюсь статья была полезной. Ставь нравиться, подписывайся и оставляй комментарии. Все самое интересное впереди!
С уважением,
Торгово-технический центр | ГК Дазэл
Огромное количество статей и ассортиментов - www.dazel.ru