
Оборудование применяемое для изготовления настольных часов из родонита
При изготовлении настольных часов необходимо выполнить следующие виды обработки исходного материала: резание, сверление,шлифовка, полировка.
Таким образом, выбранное оборудование должно соответствовать выполняемой операции, своему назначению и технической возможности изготовления изделий.
Для изготовлений отдельных деталей часов принимаем следующий парк оборудования:
Станок для распиловки камня СКМ. Данный станок предназначен для распиловки твердых камней на пластины. Станок работает в полуавтоматическом режиме.
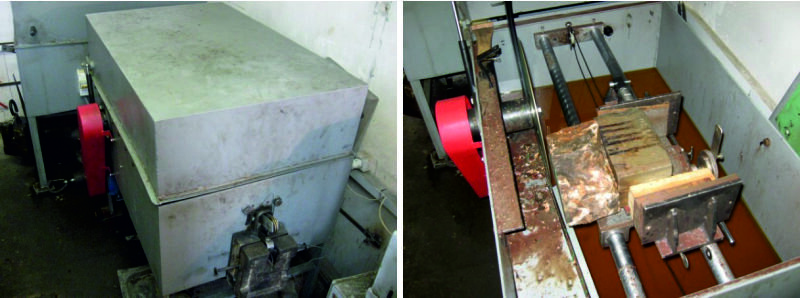
Так как, родониты относиться к высокопрочным каменным материалам то для выполнения пропилов на станке необходимо применять алмазный диск с АОК-400 (так как максимальная толщина 82 мм. Толщина диска 2,2 мм., зернистость алмазного слоя 315/250 связка М3-08, М2-01.
Подрезной станок DIAMATIC А-44 MS. Станок предназначен для резки всех видов минералов и горных пород. Можно производить резку природных и искусственных минеральных материалов и материалов (гранит, мрамор, известняк, бетон, керамическая плитка, кирпич и т.д.).
Резание материала осуществляем с помощью алмазного диска, который рассчитан на определенный вид материала.
В качестве рабочего инструмента подрезного станка, основное назначение которого резка заготовок из пластин, применяем отрезной диск
АОК-120 (для максимальной глубины реза 20 мм) Толщина диска 1,5 мм, зернистость алмазного слоя 315/250 связка М3-08, М2-01.
Сверлильный станок, модель НС-2. Сверлильный станок предназначен для сверления отверстий в различных минералах и горных породах.
Сверлильный станок используется для высверливания кругло-цилиндрического отверстия предназначенного для установки часового механизма диаметром 50 мм.
Плоскошлифовальный станок СШК. Станок плоскошлифовальный предназначен для шлифования заготовок и изделий из различных горных пород камня.
Полировальный станок. Станок полировальный с войлочным кругом предназначен для полирования изделий из различных минералов и горных пород.
Этапы изготовления и разработка технологической карты настольных часов из файзулинского родонита
Технологический процесс изготовления настольных часов из файзулинского родонита состоит из следующих этапов:
1 этап. Выбор материалов и определение необходимого его количества. При выборе сырья для изготовления наших настольных часов мы учитываем декоративные свойства файзулита, его текстурно-структурные особенности, а так же физико-механические свойства.
2 этап. Заготовительные операции. Из выбранного каменного монолита на отрезном станке СКМ нарезаем «пластины» из родонита. Далее в соответствии с размерами наших настольных часов распиливаем на «пластины» с помощью сантиметровой линейки, графитного карандаша и алюминиевого стержня выполняем разметку заготовок с обязательными допусками 1,5-2 мм.
3 этап. Операции формообразования. Далее эти «пластины» на подрезном станке DIAMATIC А-44 MS распиливаем согласно нанесенным разметкам, т.е. придаем заготовкам приближенную форму.
4 этап. Операция сверления. Высверливание в заготовке отверстия под механизм часов, а также выполнение декоративных полуцилиндрических поверхностей. Осуществляется на сверлильном станке НС-2 сверлом диаметром 53 мм. Время высверливания определяется через скорость подачи шпинделя (для родонита скорость подачи принимается не более чем 7 мм/мин).
5 этап. Окончательное формообразование. Под окончательным формообразованием понимаются операции направленные на придание окончательных размеров и качества поверхности деталей. Состоят из грубого шлифования (обдир) среднего шлифования, тонкого шлифования и полировки.
Этап 6. Финишные операции. Лощение и зеркальное полирование. Лощение осуществляем на плоскошлифовальном станке СШК с абразивным материалом (электрокорунд) микропорошок М/п 90 АР М14. По окончанию лощения следует завершающий этап - полирование.
7 этап. Сборка готового изделия. Сборка часов осуществляется, путем склеивая отдельных деталей и элементов с применением эпоксидных клеев.
Разработка и составление технологических карт изготовления деталей. Основной целью составления технологических карт является необходимость четкого и краткого изложения последовательности этапов изготовления детали, а так же приведены необходимые инструмент и оборудование с указанием режимов его работы, сроков выполнения и т.д.
Следует отметить, что приведенные в технологических картах значения носят рекомендательный, а не обязательный характер и могут отличаться в зависимости от квалификации персонала.
Дорогие друзья, если статья вам была интересна и полезна, то ставьте лайк и подписывайтесь на канал!
Читайте статью как разрабатывались настольные часы тут