Понимание того, как работает машинное зрение, поможет выяснить, устранит ли оно определенные трудности в ходе производственных и технологических процессов, а также при выпуске конечной продукции.
Люди часто не вполне точно представляют, на что способно и чего не может сделать машинное зрение в составе производственной линии и в процессе изготовления продукции. Знание того, как действует эта технология, поможет вам определить, насколько полезной она окажется в решении проблем узких мест в конкретном технологическом и производственном процессе. Так что же представляет собой машинное зрение и как оно работает?
Если говорить в общем, машинное зрение — это применение одной или нескольких видеокамер в промышленной среде для автоматического анализа и проверки объектов производства на соответствие тем или иным требованиям. Полученные таким способом данные могут быть впоследствии использованы для управления производственным или технологическим процессом или в системе управления деятельностью предприятия. Одна из типичных областей применения систем машинного зрения — в составе конвейера. Здесь автоматически, после выполнения какой-либо операции над деталью, включается камера для захвата и обработки изображения интересующего объекта. Камера может быть запрограммирована для проверки положения чего-либо, в частности установленной детали, а также цвета, размера или формы объекта, а кроме того, сможет определить наличие или отсутствие самого объекта в зоне обзора. Система машинного зрения также может просматривать и расшифровывать стандартный или двумерный матричный штрихкод и считывать напечатанные специальные символы.
После проверки изделия обычно генерируется сигнал, позволяющий принять решение о дальнейших действиях. При отслеживании результатов проверки через систему деталь может быть забракована и сброшена в контейнер для изоляции брака, или направлена на отводящий конвейер, или передана для выполнения дополнительных сборочных операций. В любом случае, системы машинного зрения могут предоставить гораздо больше информации об объекте, чем простые датчики его отсутствия/присутствия.
Типичные области применения машинного зрения включают:
- контроль качества;
- управление роботом/машиной, станком или инструментом;
- тестирование и калибровку;
- управление производственным или технологическим процессом в режиме реального времени;
- сбор информации;
- мониторинг оборудования;
- сортировку/подсчет объектов.
Многие изготовители серийной продукции используют автоматическое машинное зрение вместо сотрудников службы контроля качества (отдела технического контроля), потому что оно предпочтительнее для решения монотонных повторяющихся задач. Эти системы работают быстрее, объективнее и, главное — непрерывно, без снижения производительности. Системы машинного зрения могут проверять сотни или даже тысячи деталей в минуту и обеспечивают более последовательные и надежные результаты проверки, чем при работе человека.
Сокращая количество дефектов, увеличивая объем выпуска качественной продукции и облегчая соблюдение правил контроля через отслеживание деталей с помощью машинного зрения, производители конечной продукции могут сэкономить расходы и повысить свою рентабельность, увеличив прибыль.
Аналоговые датчики в системах машинного зрения
Одним из основных датчиков в системах промышленной автоматизации является фотоэлемент с дискретным откликом. Причина, по которой мы называем его «дискретным» (иногда его именуют «цифровым», что не совсем корректно), заключается в том, что он имеет только два состояния: «включено» или «выключено» (рис. 1).
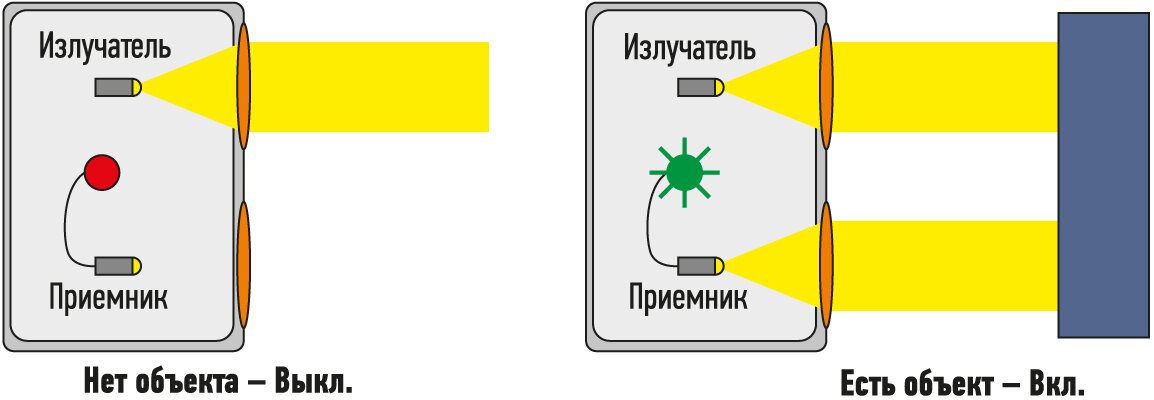
Основная идея фотоэлемента, работающего на отражение, состоит в том, что он испускает луч света и определяет, отражается ли этот свет от какого-либо объекта. Если объект отсутствует, свет обратно в приемник фотоэлемента, естественно, не отражается. К приемнику подведено электрическое напряжение — как правило, это обычно стандартные для индустрии средств промышленной автоматизации 24 В. Если объект присутствует, то выход приемника активируется (включается), и сигнал может быть использован в системе управления, чтобы произошло то или иное заданное событие (отклик). Если объект вышел из зоны контроля датчика, приемник снова деактивируется (его выход выключается).
Фотоэлемент, работающий на отражение, может быть как с дискретным откликом, так и с аналоговым. Данный элемент не только имеет два состояния — «выключено» и «включено», но и дает на выходе число, показывающее, сколько света возвращается в приемник после отражения. Фотоэлемент (рис. 2) может содержать до 256 градаций (условных значений или единиц). При этом значение 0 означает отсутствие отражения света, то есть наличие темного или черного, а 255 — большое отражение света или наличие белого. Фотодатчик, расположенный с левой стороны (рис. 2), показывает значение 76 единиц или темно-серый оттенок. Это примерно 30% от максимального значения 255. Если перед датчиком поместить более светлый объект, то датчик даст нам большее число. Если это будет 217, что составляет около 85% от полного диапазона в 255 единиц, это указывает на гораздо более светлый оттенок по отношению к предыдущему темно-серому.
А теперь представим, что в виде квадратного или прямоугольного массива (матрицы) могут быть расположены и направлены на объект тысячи крошечных аналоговых фотоэлементов. Это (основываясь на отражательной способности того участка, куда был направлен такой датчик) создаст изображение объекта в черно-белом режиме.
Отдельные точки восприятия на этих изображениях называются «пиксели». Конечно, с практической точки зрения тысячи отдельных (в конструктивном исполнении) крошечных фотоэлектрических датчиков не используются для создания изображения. Вместо этого объектив фокусирует изображение на твердотельную матрицу со светочувствительными элементами. В такой матрице предусмотрены либо устройства с зарядовой связью — ПЗС (charge coupled device, CCD), либо комплементарная матрица на основе кремниевых металл-оксид-полупроводниковых — КМОП (metal-oxide-semiconductor, CMOS) светочувствительных твердотельных устройств. Отдельные датчики в матрице — это и есть пиксели.
Серия изображений, представленных на рис. 3, демонстрирует лишь небольшой фрагмент картинки, снятой камерой. Эта область считается «областью интереса» для конкретной инспекции.
Машинное зрение может использовать и цветочувствительные ячейки-пиксели. Кроме того, в таких системах часто имеются матрицы из пикселей гораздо большего размера. К захваченным изображениям для определения размеров, расположения кромок, перемещения и взаимного расположения компонентов относительно друг друга применяются специальные программные инструменты. На рис. 4 показано изображение, полученное от матрицы технологии ПЗС.
Четыре основных компонента систем машинного зрения
Основными четырьмя составляющими системы зрения являются объектив и система освещения (подсветки объекта), датчик изображения или камера, процессор и способ передачи результатов, будь то с помощью физических входов/выходов (I/O) или с помощью других средств коммуникации на основе, как правило, стандартных протоколов и общепринятых интерфейсов.
Объектив захватывает изображение и передает его сенсору в виде световой проекции. Чтобы оптимизировать систему зрения, видеокамера должна иметь соответствующий объектив. Хотя существует много типов объективов, в приложениях машинного зрения для простоты управления обычно используются объективы с фиксированным фокусным расстоянием.
В процессе выбора важно учитывать три определяющих фактора:
- поле зрения;
- рабочее расстояние до объекта;
- размер сенсора (матрицы) камеры.
Для получения изображения, достаточного для его последующей обработки и достижения нужного качества, существует много разных способов передачи к целевому объекту необходимого уровня освещения. Направление, из которого исходит свет, его яркость, цвет или длина волны по сравнению с цветом объекта — все это важные элементы, которые следует учитывать при проектировании системы машинного зрения для конкретной среды применения. В то время как освещение является важной частью получения хорошего изображения, есть и другие моменты, оказывающие влияние на интенсивность отраженного света от объекта.
Так, объектив имеет регулируемый параметр, называемый апертурой, или диафрагмой, а если говорить точнее — это отверстие диафрагмы объектива, которое открывается или закрывается, чтобы позволить большему или меньшему количеству света проникать в объектив. В сочетании с временем экспозиции это определяет количество света на матрице пикселей, прежде чем будет проведен захват изображения объекта. Время срабатывания затвора, или экспозиция (иногда это называют «выдержка»), определяет, как долго изображение накладывается на массив пикселей. В машинном зрении затвор управляется электроникой, а время экспозиции составляет обычно миллисекунды.
После захвата изображения, как уже было сказано, в дело вступают программные инструменты. Некоторые из них применяются до анализа (предварительной обработки), другие используются для определения заданных свойств исследуемого объекта. На этапе предварительной обработки к изображению можно применить эффекты для повышения резкости краев, увеличения контрастности или заполнения пробелов (бликов). Это сделано для улучшения возможностей других программных инструментов, которые вступают в действие позже.
Цель машинного зрения
Ниже приведен перечень некоторых распространенных инструментов, которые можно применять для получения информации о целевом объекте:
- Подсчет пикселей: подсчитывает количество светлых или темных пикселей в объекте.
- Обнаружение краев (граней): поиск краев (граней) объекта.
- Измерение размеров: измерение размеров объекта в таких единицах, как пиксели, дюймы или миллиметры.
- Распознавание образов объектов или сопоставление их с шаблоном: поиск, сопоставление и/или подсчет определенных образцов целевых объектов. Это может включать определение местоположения объектов различного размера.
- Оптическое распознавание символов (Optical character recognition, OCR): автоматическое считывание текста, такого как, например, серийные номера.
- Считывание штрихкода, матричного и «двумерного»: сбор данных, содержащихся в различных стандартных штрихкодах.
- Обнаружение и извлечение blob-объектов: проверка изображения на наличие отдельных областей (blob — буквально «капель») на цифровом изображении, которые отличаются по своим свойствам, таким как яркость или цвет, по сравнению с окружающими областями.
- Цветовой анализ: идентификация деталей, продуктов и предметов путем использования цвета, а также оценка их качества и выявление особенностей.
Конечной целью сбора данных в системах оценки качества зачастую является их использование для сравнения с целевыми значениями и определения результата «пройден тест или не пройден» или «можно ли пропускать целевой объект дальше». Например, при проверке кода или штрихкода прочитанное значение сравнивается с сохраненным целевым значением, а для измерений полученные данные сравниваются с надлежащим значением и допусками. Для проверки буквенно-цифрового кода текстовое значение OCR сравнивается с правильным или целевым значением. Что касается проверки дефектов, измеренный размер дефекта можно сравнить с максимально допустимыми стандартами качества.
Связь систем машинного зрения с общей системой управления
После того как система машинного зрения извлекла информацию, эти сведения с помощью процессора и программных средств могут быть переданы в систему управления посредством целого ряда стандартных промышленных протоколов связи. Обычно системы машинного зрения поддерживают EtherNet/IP, Profinet и Modbus TCP. Также распространены и последовательные протоколы на основе RS-232 и RS-485. Часто в систему для запуска того или иного ответа или простого отчета о результатах встроен цифровой ввод/вывод. Также доступны стандарты связи, специально ориентированные на системы машинного зрения.
Понимание физики и возможностей систем машинного зрения может помочь определить, подходит данное приложение для систем на базе видеокамер или нет. В целом, то, что видит человеческий глаз, — это то, что может видеть и камера (иногда в большем или меньшем приближении), а вот расшифровка и передача информации могут быть уже более сложными процессами. Кроме того, использование надежного поставщика, хорошо осведомленного в системах, освещении и технологиях, может сэкономить много времени и денег и быть полезным не только на текущий момент, но и в долгосрочной перспективе.
Френк Лэмб (Frank Lamb), перевод: Владимир Рентюк
Опубликовано в номере: Control Engineering Россия февраль 2019