И так, дорогой друг, в прошлой статье ты узнал о том что для путешествия в теплые края тебе не хватает лодки, а так же о том что лодку для души можно создать методом ручного формования и методом напыления.
В этом выпуске мы хотели бы рассказать о других методах, возможно тебе понравится один из них, возможно нет. И так,
Поехали

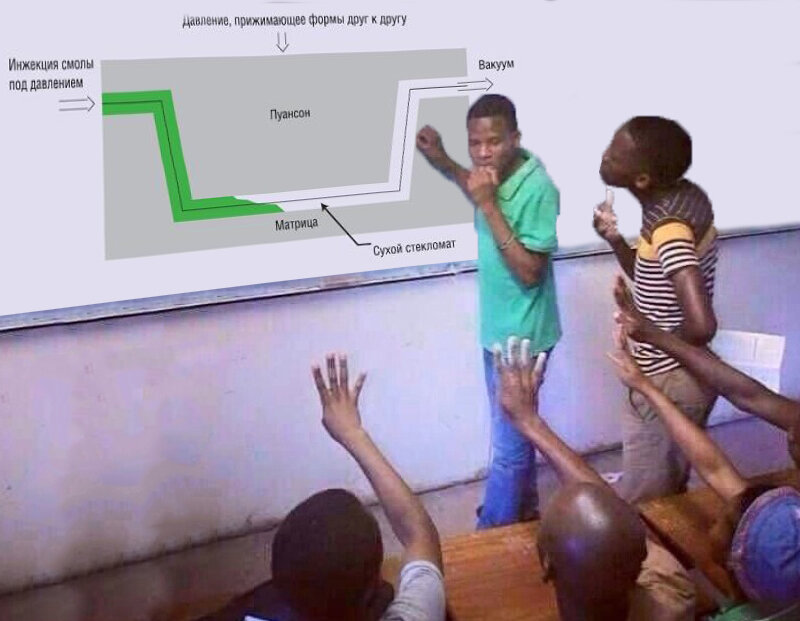
Метод инжекции
Технология инжекции заключается в следующем: предварительно раскроенный стекловолоконный армирующий материал (стеклоткань или стекломат) выкладывают на матрицу и прижимают пуансоном, после чего под определённым давлением впрыскивается смола.
После окончательной пропитки инжекцию (впрыскивание смолы) останавливают и в таком виде оставляют материал до полного отверждения, и затем уже извлекают из матрицы и придают дальнейшей обработке (если таковая требуется). Данный метод ещё также называют "RTM" - Resin Transfer Moulding.
Достоинства этой технологии:
· Возможность получить высокое содержание стекла,
· Точные размеры получаемых деталей, обе стороны детали имеют гладкую глянцевую поверхность;
· Хорошие условия для работы и практически полное отсутствие выброса вредных веществ и отходов производства;
· Высокая скорость производства, требуется малое количество рабочей силы.
Недостатки:
· Довольно дорогой и сложный процесс.
· Технология обычно ограничена производством небольших изделий.
· Могут возникать непропитанные участки.
· Две половины оснастки дорогие, а также тяжелые, чтобы могли выдерживать давление.
Метод вакуумной инфузии.
Волокна выкладываются в сухом виде.
Пакет сухих материалов накрывается жертвенной тканью и неконструкционным полотном прошивного типа.
Весь пакет накрывается вакуумным мешком и по мере исключения протечек воздуха смола начинает поступать в ламинат.
Распределение смолы по всему ламинату проходит по неконструкционному полотну, пропитывая армирующий пакет под ним.
Смолы: обычно эпоксидные, полиэфирные и винилэфирные.
Волокна: любые традиционные ткани. Хорошо применять прошивные материалы, так как пустоты способствуют прохождению смолы.
Срединный материал: любой, за исключением сотовых конструкций.
Основные преимущества:
· Возможность производить очень крупные изделия с высоким содержанием волокна и малым количеством воздушных пустот.
· Более низкая стоимость оснастки, по сравнению с той, что используется в процессе RTM. Это связано с тем, что одна из половин оснастки создается вакуумным мешком, а также с тем, что к прочности оснастки предъявляются менее строгие требования.
· Одна из сторон изделия имеет гладкую отформованную поверхность.
· Возможность использовать стандартную оснастку для влажного формования с некоторыми изменениями.
· Возможность изготавливать конструкции со срединным материалом за одну операцию.
Основные недостатки:
· Достаточно сложный процесс для производства крупных изделий без ремонта.
· Могут возникать непропитанные участки.
· Смолы должны обладать очень низкой вязкостью, что влияет на механические свойства.
Сферы применения: Небольшие яхты, панели корпусов поездов и грузовиков, лопасти ветрогенераторов.
Что ж, приличный рассказчик закончил бы на этом свою историю, но мы всего лишь прервемся, немного отдохнем, попробуем еще один, секретный способ создания лодок, и расскажем тебе о нем немного позже, а так же сделаем какой-нибудь вывод, чтобы все это смотрелось целостно.
А пока что с Вами была библиотека Авогадро, помните, каким бы способом вы не пытались добраться до теплых стран, главное чтобы он был комфортный