Вы сейчас работаете конструктором в каком – то машиностроительном производстве (в малом, или не очень малом, или даже крупном «ЗАО»,«ООО»,или «ОАО»), то вы сталкивались с этой проблемой. Вы поступали на работу в качестве конструктора по «Изделиям - машинам», которые выпускает (и продает) ваше предприятие и вам не говорили не о какой ИНОЙ возможной работе, которая может появиться потом.

И вот однажды, подходит к вам начальник, отдает чертеж детали, и говорит: «Разработайте вырубной штамп». Вы в недоумении. Вам раньше не приходилось разрабатывать ТАКОЕ. Вы не хотите идти на обострение отношений, и молча начинаете лихорадочно искать решение этой проблемы. И вот в этой ситуации, я хочу вам рассказать с чего вам надо начать, чего вам надо знать о РАЗДЕЛИТЕЛЬНЫХ штампах и как их разрабатывать.
Перед тем, как приступить к разработке (созданию) сборочного чертежа, например, вырубного штампа, вам необходимо знать:
- иметь четкое представление (и понятие) о процессе вырубки;
Сразу даю развернутый ответ на этот вопрос. Процесс вырубки какой-то детали (из листовой заготовки) по научному называют ХОЛОДНОЙ ШТАМПОВКОЙ. Обычно (если это серийное производство), то вырубку производят на прессах, например, эксцентриковых. Какие бывают пресса? И зачем требуются пресса различных конструкций? Здесь этот материал опустим, так как ОН (на прямую) не имеет отношения к рассматриваемому нами сейчас (и обозначенному смотри выше) вопросу.
И так, в процессе вырубки (любой) детали принимают участие два инструмента: матрица,
и пуансон, см. Рис. 1.
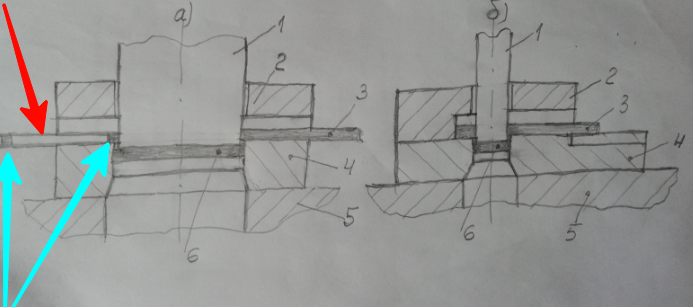
Рис. 1.Схема разделительных (штамповочных) операций; а) – вырубка детали; б)- пробивка отверстия в детали; позиции на Рис.1а): 1 – пуансон; 2 – съемник; 3 – заготовка (полоса); 4 – матрица; 5 – плита нижняя; 6 – вырубленная деталь; позиции на Рис.1б): 1 – пуансон; 2 – съемник; 3 – деталь (заготовка); 4 – матрица; 5 –плита нижняя; 6 – отход;
И так, конструктору обязательно надо знать (и четко понимать), как (и за счет чего) происходит разделительный процесс, например, вырубка детали или пробивка отверстия. Все другие разделительные процессы (например, отрубка, надсечка, просечка и все др. они подчиняются ЗАКОНАМ, которые мы наблюдаем при пробивке отверстий. Начнем разбираться с процесса вырубки детали (см. Рис.1а)). Мысленно вернем пуансон (поз.1) в исходное положение, то есть поднимем его вверх так, чтобы он находился над съемником (поз.2.). Теперь медленно будем опускать его вниз. Опуская пуансон вниз, мы видим, что он свободно проходит сквозь съемник, т. к. между съемником и пуансоном имеется значительный зазор. Какой величины обычно делают этот зазор? Зависит величина зазора от толщины штампуемой заготовки (см. поз.3.). Если толщина штампуемой заготовки 0,2≤б≥0,5, то двухсторонний зазор между съемником и пуансоном делают по величине, равный зазору (например, в сопряжении ОТВЕРСТИЕ – ВАЛ) ходовой посадке. Если же толщина штампуемой заготовки б≥1,0 мм, то 2Z≥0.3÷0.5 мм. Продолжим рассматривать процесс вырубки детали. Пуансон 1, свободно прошел сквозь съемник и уперся в заготовку и прижмет ее к «Зеркалу» матрицы. Если мы и дальше продолжим ЕГО опускать вниз, то пуансон приведет поверхностный слой заготовки (находящийся под ним и только в районе ЗАЗОРА, между ним и матрицей) в пластическое состояние. В следствии чего, часть этого металла будет перетекать в ОКНО матрицы. Далее, под натиском пуансона, начнут (в областях ЗАЗОРА) возникать и расширяться трещины. Благодаря им, движущийся пуансон ЛЕГКО запрессует отделившуюся от заготовки (поз.3) деталь (поз.6) в матричное окно, см. Рис.1 а). Более подробнее об этом см. например, здесь [ 1 ]. На Рис. 1а) хорошо заметен описываемый (штамповочный) зазор, (см. его с обеих сторон пуансона), в котором развивались все действия (описанные выше) по вырубке детали 6 из заготовки (полосы) 3. Из Рис.1 а) мы так же видим, что на пуансон на прессовался отход, который на этом рисунке указан красной стрелкой. Теперь рассмотрим, что (и как) будет происходить если мы будем поднимать пуансон 1 в верх. В начале своего подъема в верх, пуансону ничего не препятствует. Между матрицей и пуансоном имеется зазор и следовательно матрица не может ЕГО тормозить, см. Рис.1 а). Но, на пуансон на прессован отход полосы, следовательно ЕМУ (хочешь или не хочешь) придется ее (на себе) поднимать то же в верх. Поднимать отход полосы он будет не долго, пока тот не упрется в плоскость съемника. Далее, пуансон продолжит путь один, так как съемник будет снимать (счищать) с него отход полосы. И когда снимет ее, то она упадет на «Зеркало» матрицы, а пуансон один продолжит и завершит свой подъем в верх, в исходное положение. Для того, чтобы отход не развалился, он имеет боковые и центральную перемычки. На Рис.1 а), например, центральная перемычка указана голубой стрелочкой. Их величину выбирают из справочных таблиц (в зависимости от толщины штампуемых заготовок) и можно, например, найти тут [ 1 ]. Рассмотрим глубже процесс вырубки детали. Прежде выясним, кто из двух инструментов, учавствующих в ПРОЦЕССЕ, образует форму (и размеры) вырубленной детали? Из Рис. 1а), видим , что за это ОТВЕТСТВЕННА матрица. Это ОНА (ее форма и ее размеры ФОРМООБРАЗУЮТ нашу «ВЫРУБКУ», т. е. отштампованную деталь. Отсюда следует главный вывод: матрицу (в вырубном штампе) надо задавать определенных размеров, а штамповочный зазор осуществлять за счет изменения размеров пуансона. Какой размер должна иметь матрица? А такой размер, чтобы работник ОТК ПРИЗНАЛ ее годной и соответствующей размерам указанным на ее чертеже. Например, если на Рис.1 а) длина детали (по чертежу) будет 50h14 (или 50 – 0,620), то (расчетный) номинальный размер матрицы должен быть: 50 – 0,62 = 49,38 мм. Округлим расчетный размер и получим ИСПОЛНИТЕЛЬНЫЙ НОМИНАЛЬНЫЙ РАЗМЕР матрицы 49,4 мм. Что будет происходить с матрицей в процессе работы штампа? Она будет истираться и следовательно ее размер будет увеличиваться. Как показала практика, размер матрицы (фактический) не сможет достигнуть размера 50 мм, так как заусенцы, образующиеся на ней при штамповке, примут такие большие размеры, что она будет отбракована раньше, чем успеет износиться ОКНО матрицы до размера 50 мм. Возникает здесь и другой правомерный вопрос. А какой величины задавать ШТАМПОВОЧНЫЙ ЗАЗОР? Ответ: «Зазор» должен быть оптимального размера. Если зазор будет меньше ЕГО оптимальной величины, то плохо будет протекать ФАЗА пластического деформирования штамповки, а так же будет нарушены условия трещинообразования, что скорее всего (мы только предполагаем, систематических опытов не было поставлено) это приведет к быстрому СКОЛУ пуансона. Если ЗАЗОР будет (не в меру) увеличен, то это приведет к затягиванию заготовки в него и вырубка (по факту) превратится в вытяжку. Оптимальные величины зазоров выбирают из таблиц, в зависимости от толщины штампуемых заготовок(а так же допуски на них) можно найти, например, здесь [ 1 и 2 ]. Теперь мы знаем , как правильно рассчитать и спроектировать инструментальный пакет вырубного штампа. Но в инструментальном пакете вырубного штампа имеется еще одна деликатная тонкость, учитывать которую мы обязаны неукоснительно. В противном случае, пренебрежительное отношение к ней, в лучшем случае может привести к поломке матрицы, а в худшем к несчастному случаю. И так, смотрим на Рис.1 а) и видим, что матрица имеет ЦИЛИНДРИЧЕСКИЙ поясок, а дальше (ниже) он расширяется. Мы так же знаем, что все «Вырубки», которые оказались в этой области матрицы, запрессованы в нее. Следовательно, находящиеся в этой области детали, распирают матрицу из нутри. И чем больше вырубленных деталей будет находиться ЗДЕСЬ, тем больше будут они распирать матрицу. Что может привести к ее поломке. И эта проблема настолько серьезна, что производственники ограничили (на своих производствах) высоту этого ПОЯСКА размерами (5, 7 и 10 мм), в зависимости от действительных условий НАГРУЖЕННОСТИ матриц. Всем известно, что чем больше будет высота ЭТОГО пояска матрицы, тем большее количество раз можно будет ее перезаточить. Следовательно, стойкость штампа на прямую зависит от высоты этого участка матрицы. Но, в то же время, ее размер, ограничивается условием прочности матрицы. Это условие важнее, поэтому им руководствуются при назначении высоты (протяженности) этой области матрицы. У конструктора, который впервые приступил к проектированию вырубного штампа, наверняка возникли вопросы:
- а какой толщины должна быть нижняя плита и как ее рассчитать?
-а какой толщины должна быть матрица и как ее рассчитать?
-а какой толщины должен быть съемник и как ее рассчитать?
-а какие сегодня имеются ДОСТИЖЕНИЯ в деле увеличения цилиндрического пояска матрицы?
-а какие…?
На все эти вопросы я отвечу так. Ответы на все эти вопросы вы можете найти, например, здесь [ 1 ]. Там вам покажут, как быстро (с помощью «прикидочных» расчетов) надо сначала найти толщину плиты нижней (вашего, конкретного штампа), а затем по ней принять толщину матрицы. Далее, рассчитать усилие съема отхода с пуансона, рассчитать по нему толщину съемника и диаметр крепежных болтов. Действуйте так и у вас все получиться. А мы перейдем к рассмотрению процесса пробивки отверстий, см. Рис.1 б).
И так, смотрим Рис.1 б). Мы видим, что пуансон 1 пройдет свободно сквозь съемник 2 и прижмет заготовку 3, (т. е. деталь) к зеркальной плоскости матрицы 4, а затем продвигаясь вниз будет создавать (и создаст) условия для проявления ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ. Под действием ПЛАСТИЧЕСКИХ СИЛ, а так же СИЛ продвижения пуансона вниз, часть металла (отхода 6) сместится вниз (в матричное окно). Затем, появятся трещины надлома, (отход 6 будет «по всем швам») и пуансон 1 его запрессует в окошко матрицы 4. Теперь, смотрим на Рис.1 б) и делаем главный вывод для дыропробивных ( и всех др. перечисленных выше): «Отверстие в детали образуется за счет размеров пуансона, и только ОН создает его в детали. Нормальная работа штампа обеспечивается ШТАМПОВОЧНЫМ ЗАЗОРОМ, который формируется за счет изменения размеров матричного окна. И так, какой размер имеет пуансон, такой (размером) каким мы должны получить отверстие. Зная (и придерживаясь) эту закономерность мы уверенно можем рассчитать размеры для пуансона и матрицы. На этом мы заканчиваем эту статью, так как вы получили ПОЛНЫЙ КОМПЛЕКТ необходимых для ИХ проектирования ЗНАНИЙ. Остается мне только вам сообщить, как создать сборочный чертеж, например вырубного штампа. Сборочный чертеж штампа имеет свои специфические особенности. Рассмотрим их по Рис. 2 и Рис.3.
Рис.2. Формат (обычного) сборочного чертежа;
Рис.3. Схема расположения основных элементов (частей) сборочного чертежа штампа, например, вырубного; 1 – место расположение раскроя заготовки, и здесь же чертеж детали (какой она получается в этом штампе); 2 – все виды (и разрезы, если они необходимы) данного штампа; 3 – место для технических требований (и условий) на изготовление данного штампа;
Характерной особенностью, (при создании вида сверху), является то, что на этом виде показывают ВИД СВЕРХУ на нижнюю половинку штампа. Как известно, штамп может быть разобран (раздвинут) на две половинки. В нижней останется матрица, направляющие колонки (и все др. причендалы), а в верхней половинке останется пуансон, направляющие втулки, хвостовик (и все др. причендалы). И вот ЭТОТ ОСОБЕННЫЙ ВИД СВЕРХУ, назвали видом сверху и поместили на том месте, где на обыкновенном сборочном чертеже и размещается вид сверху. Что поделаешь. Так сложилось, нам остается только следовать ЭТОМУ.
И еще одно УТОЧНЕНИЕ. Конечно, важно знать на чем (на каком прессе, или какой другой машине) будут устанавливать ЭТОТ штамп и будут штамповать данную деталь. Нам (заранее) необходимо рассчитать какое требуется УСИЛИЕ для ее штамповки в данном (спроектированном вами) штампе. Это позволит правильно выбрать пресс (или иную машину) для работы на данном штампе. Существует общая (универсальная) формула для определения ПОТРЕБНОГО усилия штамповки:
Q = 1.5Pt𝞽,
Где: Q- усилие необходимое для вырубки детали в штампе; 1,5- коэффициент запаса; Р- периметр вырубаемой детали; t- толщина вырубаемой детали;𝞽- предел прочности материала на срез;
На этом статья закончена. Комментарии и отзывы пишите на почту: alkotosov.2018@yandex.ru, буду очень ВАМ благодарен.
...................................................................................................................................................
Литература
1.Котосов А.В. За пределом известного в обработке металлов давлением. – М.:Lennex Corp, - Подготовка макета: Издательство Нобель Пресс, 2014 – 472 с.
Почитать ее бесплатно можно здесь: href="http://www.bookler.ru/searchbookaction/3jw48km.shtml"> АЛЬБЕРТ - все книги автора в лучших книжных магазинах Рунета. </a>
2. Справочник конструктора штампов: Листовая штамповка/ Под. общ. ред. Л.И.Рудман- М.: Машиностроение, 1988 – 496с. ил.- (Б-ка конструктора)