Источник АО «Протон-Электротекс»
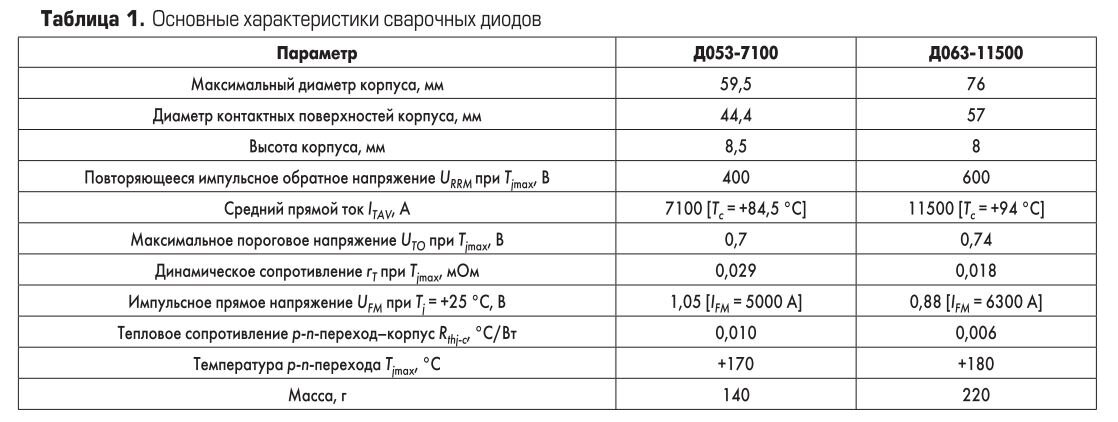
Компания «Протон-Электротекс» расширяет номенклатуру сварочных диодов в таблеточном исполнении (рис. 1). Первым подобным устройством, выпущенным компанией, был прибор Д053-7100 с блокирующим напряжением до 400 В при температуре +170 °С.

Данные изделия применяются в основном в машинах контактной сварки. В настоящее время требуются диоды, способные пропускать большие токи, чтобы была возможность сократить число параллельно включенных приборов. Для этих целей был разработан Д063-11500 с блокирующим напряжением до 600 В при температуре +180 °С. Основные характеристики сварочных диодов в таблеточном исполнении, выпускаемых компанией, представлены в таблице 1.
Особенностью работы диодов в сварочных машинах являются краткосрочные циклы пропускания импульсов тока, приводящих к разогреву полупроводниковой структуры, и затем дальнейшее ее охлаждение, связанное с ограничениями на время непрерывной работы сварочных машин (режим «нагрев – охлаждение»). В результате приборы подвергаются циклическому термомеханическому стрессу. Определяющими параметрами являются пиковый ток, время работы и время отдыха. Все это диктует жесткие требования к статическим и динамическим характеристикам приборов.
Вследствие неравномерного распределения усилия сжатия и неоднородностей металлизации контактных поверхностей могут возникать локальные проплавы полупроводникового элемента. Один из примеров такого дефекта показан на рис. 2.
Совершенствование конструкции сварочных диодов было необходимо для дальнейшего развития по следующим направлениям:
• увеличение среднего прямого тока, протекающего через прибор;
• повышение устойчивости к электротермоциклированию;
• уменьшение статических потерь.
Эти задачи успешно решены в принципиально новых приборах «Протон-Электротекс» — бескорпусных сварочных диодах Д056-9500 и Д066-12500. Их достоинства:
• Отсутствие керамического корпуса позволяет оптимизировать массогабаритные характеристики.
• Из-за сокращения числа контактирующих поверхностей уменьшено значение теплового сопротивления, что позволяет этим приборам пропускать большие токи даже при существенных перепадах температуры.
Сварочные диоды должны выдерживать до нескольких миллионов циклов сварки. В целях обеспечения повышенной стойкости к электротермоциклированию сотрудниками компании ведется освоение перспективной технологии низкотемпературного спекания на основе серебряной пасты.
По сравнению со стандартным процессом сплавления технология низкотемпературного спекания дает ряд важных преимуществ:
• сокращение дефектов в кремниевой пластине;
• снижение механических напряжений в области шва.
Новый технологический процесс позволяет соединить кремниевые пластины с термокомпенсатором посредством спекания под высоким давлением порошка из наночастиц серебра. Хорошая теплопроводность и коэффициент теплового расширения данного материала делают его пригодным для соединения кремниевых пластин с термокомпенсатором. Для обеспечения оптимальных режимов применяется гидравлический пресс, позволяющий регулировать температуру и усилие сжатия. Кроме того, для уменьшения значений электрического и теплового сопротивлений, а также для улучшения механической стойкости контактных поверхностей производится напыление дополнительных слоев на поверхности анода и катода. Все это позволяет существенно улучшить характеристики сварочных диодов, технический уровень которых соответствует самым жестким современным требованиям к данной группе приборов (рис. 3).
Основные характеристики бескорпусных сварочных диодов представлены в таблице 2. В процессе проектирования новых сварочных диодов, чтобы выяснить, как отразится изменение технологии легирования пластины на распределении примесных атомов и характеристиках самих устройств, были рассчитаны профили легирования и некоторые характеристики приборов, изготовленных по следующим технологиям:
• Стандартная технология: исходная пластина легируется фосфором, а затем бором.
• Измененная технология (опытный образец 2): исходная пластина сначала легируется бором и алюминием, затем загоняется фосфор, после чего осуществляется одновременная разгонка бора, алюминия и фосфора в течение 24, 32 и 48 ч (2а, 2b, 2c на рис. 4 соответственно).
Распределение примесных атомов в полупроводниковой структуре сварочных диодов, изготовленных по стандартной технологии, а также в опытном образце 2 полупроводниковой структуры, изготовленном по измененной технологии, показано на рис. 4. Исходному уровню легирования n-кремния соответствует голубая пунктирная линия.
ВАХ приборов, изготовленных по стандартной и измененной технологиям, рассчитанные при помощи программы Techdiod, представлены на рис. 5.
Оценочные значения некоторых других характеристик этих приборов приведены в таблице 3.
Дополнительное легирование полупроводниковой структуры сварочных диодов алюминием приводит к уменьшению значений порогового напряжения UTO и импульсного прямого напряжения UFM, что снижает значение выделяемой мощности при работе и позволяет сварочным диодам пропускать большие токи при заданном охлаждении.
Это особенно важно при работе в импульсном режиме, когда через прибор пропускают импульсы тока, приводящие к циклическому разогреву и охлаждению полупроводниковой структуры. Уменьшение выделяемой мощности при работе способствует снижению перепада температур ΔT (в цикле режима «нагрев – охлаждение»), что в итоге увеличивает число возможных циклов сварки.