У каждого человека, который закончил ВУЗ и приобрел ПРАКТИЧЕСКИЙ ОПЫТ на заводе, имеются достаточные ТЕОРЕТИЧЕСКИЕ и ПРАКТИЧЕСКИЕ знания по своему профилю (т. е. чему он наспециализировался!), чтобы браться за решение любой ПРОБЛЕМЫ, которая оказалась (на этот момент) не решенной. Не надо думать: «Не мое это дело! Есть ученые (КТН и ДТН), которые пусть и решают их.» Это не правильная ПОЗИЦИЯ! Ученых не так много, как вы думаете, а ДЕЙСТВУЮЩИХ еще меньше. Поэтому, чтобы воз с места сдвинулся, предлагаю подключиться ВСЕМ.

Как любил говорить мой дедушка: «Не Боги горшки обжигают». И добавлял (а была тогда война, и мне в ту пору было еще 7 лет): «Бери пилу и пошли в лес, дрова будем заготавливать.» Поэтому, смело подключайтесь, я не только призываю, но и покажу, что ЭТО может сделать каждый из вас. Сначала скажу Вам к ЧЕМУ именно я призываю. Нет, нет, не подумайте, что я вас призываю взять чистый лист бумаги и садиться ВЫСАСЫВАТЬ глобальную проблему, как например, известную всем ТЕОРИЮ ОТНОСИТЕЛЬНОСТИ. Нет, все проще и прозаичнее. Каждый из вас, наверняка, на своем производстве (при решении какого-то конкретного вопроса) натыкался на препятствие. И пытаясь ЕГО разрешить обращался в Интернет или литературу и натыкался ТАМ на ответ: «Этот вопрос не изучен и однозначного (и точного) решения нет». После вы МЫСЛИМЫМИ и НЕМЫСЛИМЫМИ способами старались найти, как ЭТУ проблему ОБХОДИЛИ другие практическими приемами. И если находили ПРИЕМЛИМЫЙ вариант, то применяли ЕГО у себя на производстве. Теперь вы уже догадались, к РЕШЕНИЮ каких ПРОБЛЕМ я призываю вас. Да, да, именно их (насущных) необходимых для вашего производства. Которые нужны сегодня, здесь и сейчас. И на первых порах (пока у вас еще маловато опыта) выбирайте проблему полегче, под СЕБЯ. Все, к чему я ПРИЗЫВАЮ, теперь ВСЕМ стало точно ЯСНО.
Продолжаю далее, где на примерах покажу ПРИЕМЫ, с помощью которых вы сможете исследовать и найти РЕШЕНИЕ для вашей проблемы. И так, чтобы не «ВЫСАСЫВАТЬ проблему из пальца», я воспользовался решением таких проблем из литературы [ 1 ]. И так, при гибке,(штамповке) деталей (любых по своей форме), после окончания прцесса штамповки, всегда наблюдается их «Отпружинивание». Или техническим языком, это явление называют: «Остаточное пружинение детали». И техническая литература объясняет, что причина этого явления кроется в том, что деталь (при гибке) претерпевает некоторую величину (я бы сказал- дозу) пластического деформирования. И оно-то и создает не равномерно распределенные напряжения в штамповке. Которые (после выхода детали из штампа) стремятся к своему равномерному распределению внутри детали, т. е к равновесию. Ну, прочитали мы с вами ЭТИ УМОЗАКЛЮЧЕНИЯ, (конечно, они логичны и всего скорее так ОНО и есть) а сами думаем: «А так ли все ЭТО? А хотелось бы самим поглядеть, что там происходит внутри детали в момент (тех самых) пластических деформаций?» И вот тут приходит первая идея, как самим заглянуть во внутрь детали во время гибки. Но сперва рассмотрим Рис.1 из литературы [ 1 ], на котором показана схема V-образной гибки деталей.
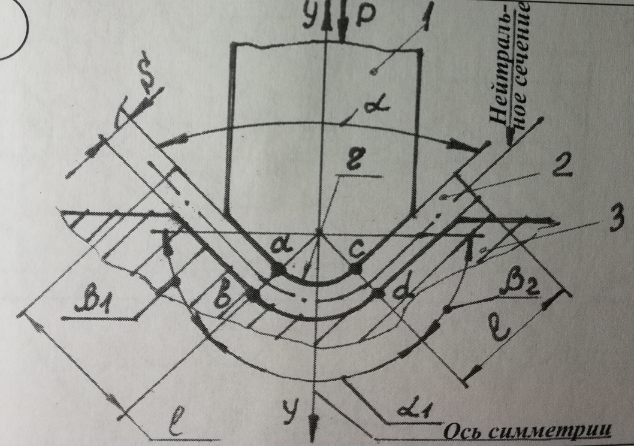
Из литературы [ 1 ] видим, что минимальный размер радиуса гибки r≥s, где S- это толщина штампуемого металла. Это хорошо видно из Рис.1. А максимальный радиус гибки, каким может быть? А максимальный радиус гиба, вроде бы ничем известная литература не ограничивает. Он может быть такой величины, какой он необходим данной детали, из ее условий работы в машине. Теперь, самое время, возвратиться к нашей ПЕРВОЙ ИДЕЕ, с помощь которой мы собирались заглянуть во внутрь процесса гибки. И так, для опыта возьмем (подручное средство, любого инженера) а именно его мерительный инструмент ЛИНЕЙКУ, точнее масштабную линейку. Все видели не раз и все наверняка ее держали в своих руках. Для НЕСВЕДУЮЩИХ читателей поясню, что это металлическая (а точнее стальная и закаленная) полоска металла с нанесенными штрихами, делениями. Эти линейки выпускаются разной длины, мы для своего опыта возьмем ту, что длинной 500 мм. И так, перед нашими глазами стальная полоска, шириной (приблизительно 25 мм) и длиной 500 мм. Чем не заготовка, для работы (гибки) в нашем штампе, показан- ном на Рис.1. Берем линейку и сгибаем ее (так и хочется сказать: «В бараний рог.») в ЦИЛИНДР, это ведь больше мы согнули свою заготовку, чем показано на Рис.1. И что же? А то, как только мы отпустили из рук концы (согнутой линейки), она тут же выпрямилась в ИСХОДНЫЙ ВИД. Стала снова линейкой, и при этом на ее поверхности даже не заметно никаких следов гибки. Почему? И вот тут-то мы с вами на практике УБЕДИЛИСЬ, что без наличия пластической деформации (в период гибки, я бы шире сказал: «В период формообразования детали в штампе»,) не возможно сформовать (отштамповать) деталь. И то, что при изгибе любого металла (кроме закаленной стали, но ее-то никто и никогда не гнет!) обязательно присутствует (сколько-то и какая-то) пластическая деформация, так это мы должны считать ЗА БЛАГО. Иначе мы не смогли бы ничего даже СОГН-НУТЬ. На этом я заканчиваю и верю, всем теперь стало понятно, что САМИМ можно СВОБОДНО быть ИССЛЕДОВАТЕЛЕМ, нужных и важных проблем производства.
...................................................................................................................................................
Литература
1.Котосов А.В. За пределом известного в обработке металлов давлением. – М.:Lennex Corp, - Подготовка макета: Издательство Нобель Пресс, 2014 – 472 с.