Для деталей машин часто применяют разные пластмассы. Например, НЕОБРАТИМЫЕ, то есть такие, которые не могут ПОВТОРНО переработаны в другие детали, например, в случае их полного износа и утилизации. И ОБРАТИМЫЕ, которые возможно перерабатывать ПОВТОРНО. На термопластавтоматах перерабатывают только ОБРАТИМЫЕ пластмассы, поэтому другие – НЕОБРАТИМЫЕ, здесь больше рассматривать не будем.

И так, пластмассы ОБРАТИМЫЕ (в крупносерийном и серийном производствах) перерабатывают в ДЕТАЛИ машин на термопластавтоматах литьем под давлением. В этом способе ПЕРЕРАБОТКИ, в качестве заготовки используют пластмассовые ГРАНУЛЫ, которые термопластавтомат расплавляет, а его поршень захватывает, строго определенную порцию жидкой пластмассы, и впрыскивает в пресс-форму. Пресс-форма постоянно охлаждается проточной (водопроводной водой) циркулирующей по ее каналам. В начале процесса, жидкая пластмасса (под давлением) быстро заполняет всю гравюру пресс-формы, а затем (в период некоторой паузы- выдержки) под действием ОХЛАЖДЕНИЯ она застывает и превращается в ДЕТАЛЬ. После чего, пресс-форма (термопластавтоматом) РАСКРЫВАЕТСЯ, а специальные ТОЛКАТЕЛИ выталкиваю ДЕТАЛЬ из пресс-формы в КОРЫТО (поддон) термопластавтомата. Оператор осматривает пресс-форму (в месте РАЗЪЕМА) и убедившись, что из нее все (до последнего «кусочка») удалено, включает полуавтомат на свершение последующего автоматического ЦИКЛА. На Рис.1 показана схема ( или общий вид, «Обстановка» места ) установки пресс-формы. Из Рис.1 видим, что пресс-форма состоит из
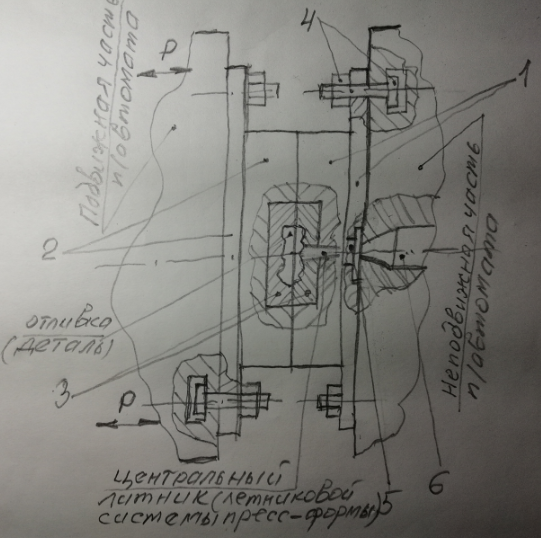
двух половинок, которые полуавтомат СМЫКАЕТ и удерживаются их в таком положении пока не закончится ПРОЦЕСС формообразования детали, т. е. отливки. Из Рис.1 так же замечаем, что пресс-форма состоит (всего лишь) из двух основных частей. Это инструментальный пакет, см. поз.3 и блок, см. поз.1 и 2. Инструментальный пакет, это основной УЗЕЛ пресс-формы, в котором происходит формообразование детали, т. е из жидкой пластмассы получается ОТЛИВКА – ДЕТАЛЬ. В этом УЗЛЕ находятся ГРАВЮРА детали и ЛИТНИКОВАЯ СИСТЕМА. Как видим это ОСНОВНАЯ (и главная) часть пресс-формы, а БЛОК это вспомогательная ее часть. Для чего нужен пресс-форме БЛОК? Блок нужен для того, чтобы быстро охладить ИНСТРУМЕНТАЛЬНЫЙ ПАКЕТ. Без этого не произойдет ФОРМООБРАЗОВАНИЕ, т. е. превращение жидкой (расплавленной) пластмассы в твердую деталь- отливку. Далее БЛОК занимается выталкиванием ОТЛИВКИ из ИНСТРУМЕНТАЛЬНОГО ПАКЕТА. Скажите, а можно обойтись без БЛОКА? По большому счету можно. Вот теперь давайте представим работу на темопласте, назовем условно ЕГО так. Мы закрепили (только сам, без БЛОКА) ИНСТРУМЕНТАЛЬНЫЙ ПАКЕТ на нашей машине. Далее впрыснули в него ПОРЦИЮ жидкой пластмассы. Что теперь надо делать? А надо брать шланг и из него поливать на поверхность ИНСТРУМЕНТАЛЬНОГО ПАКЕТА до тех пор пока не поступит СИГНАЛ (звуковой или еще мы какой придумаем), что внутри нашего ПАКЕТА образовалась (ЗАТВЕРДЕЛА) отливка. После этого сигнала мы прекращаем ЛИТЬ ВОДУ и приступаем к ручным ПРИЕМАМ по извлечению оливки из ИНСТРУМЕНТАЛЬНОГО ПАКЕТА. Как видите у нас получается работать на пресс-форме без БЛОКА. Только в этом случае будет присутствовать много, много ручных ПРИЕМОВ, что конечно отразится на производительности ПРОЦЕССА.
До настоящего времени на всех производствах, где изготавливают ПРЕСС-ФОРМЫ сложилась традиция. Каждую заказываемую пресс-форму изготавливать обязательно из двух составных ее частей: блока плюс инструментальный пакет. По такой, установившейся ТРАДИЦИИ пресс-формы получаются очень дорогие. Масса таких (традиционных) пресс-форм очень большая. Я предлагаю, ПРОРЫВНУЮ ИННОВАЦИЮ, внедрить в ПРОИЗВОДСТВА, которые занимаются изготовлением пресс-форм. Сущность ее заключается в следующем. Все мы знаем, что существует ЛИНЕЙКА термопластавтоматов, которые отличаются друг от друга (здесь, условно называю только основной ПРИЗНАК) величиной впрыскиваемого объема пластмассы. И еще. Естественно, чем больше ОБЪЕМ впрыскивания, тем больше будут размеры (габориты) термопласта. Так вот при получении заказа на изготовление (предположим) 5 пресс-форм (для получения 5-ти разных деталей) на одном и том же (каком-то конкретном термопласте) теперь изготавливать только один (но универсальный) блок, а к нему изготовить 5 ИНСТРУМЕНТАЛЬНЫХ ПАКЕТОВ. Теперь ПОТРЕБИТЕЛЬ, (заказчик) установит на своем термопласте один раз УНИВЕРСАЛЬНЫЙ БЛОК, и больше не будет его снимать до тех пор, пока он полностью не износится. Заменять он будет теперь (очень легкие) ИНСТРУМЕНТАЛЬНЫЕ ПАКЕТЫ, для замены которых не требуется никакая грузоподъемная техника, как ЭТО было РАНЬШЕ. От использования этой ПРОРЫВНОЙ ИННОВАЦИИ выгодно всем и изготовителю пресс-форм и тому, кто будет их ЭКСПЛУАТИРОВАТЬ.
На этом все. Пишите на почту: alkotosov.2018@yandex.ru или звоните +79674487298 изготовлю для Вас чертежи.