Качественные детали из металла отличаются аккуратной кромкой без зазубрин и окалин, а также точными размерами. Но далеко не каждый способ резки может похвастаться такими результатами. Посмотрим, как на производстве решают проблемы высокой точности и аккуратного реза.

Механический способ
Самый простой инструмент для резки металла − ножовка. Ей нарезают заготовки вручную. На производстве используют механизированное оборудование, в котором по сути закреплены те же ножи, но ручной труд сведен к минимуму. Оператор задает параметры резки, запускает оборудование и получает заготовки нужного размера.
На современных предприятиях металл режут гильотиной или гильотинными ножницами. Если быть точнее, заготовки вырубаются двумя ножами: неподвижным нижним и подвижным верхним.
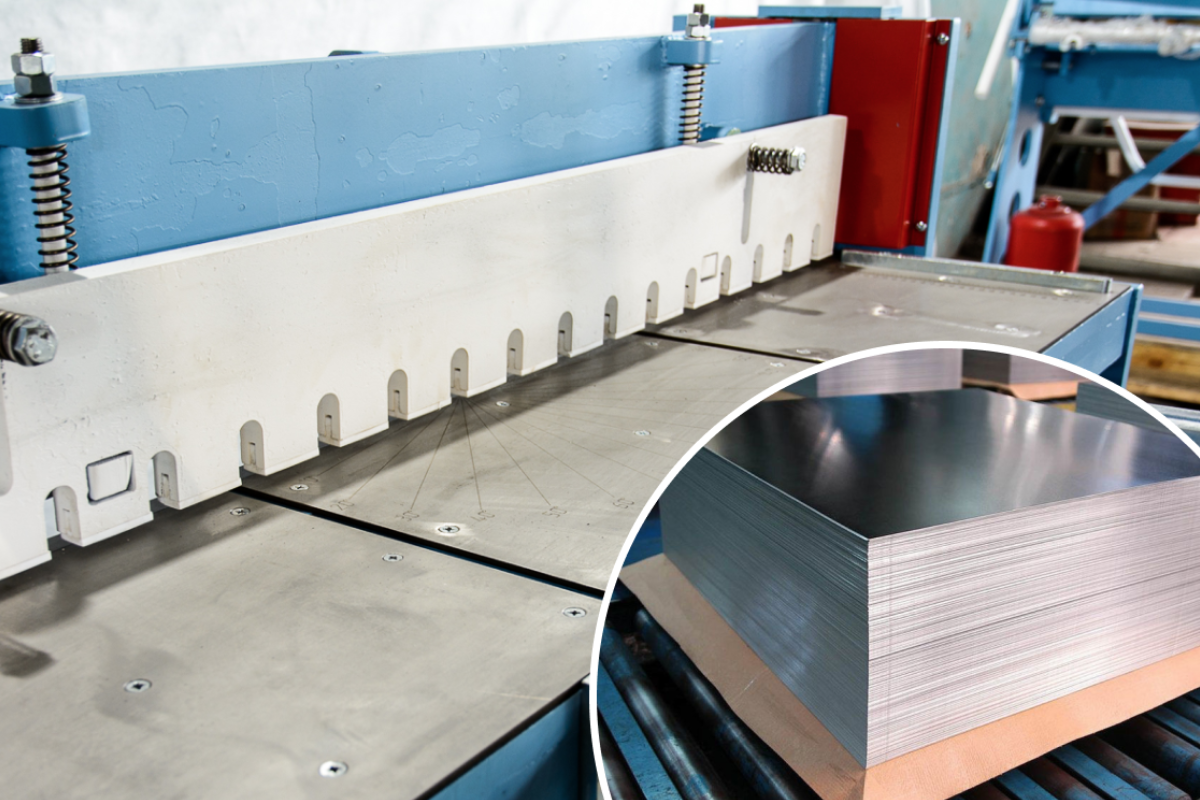
Главное достоинство гильотины − быстрая вырубка заготовок толщиной до 20 мм. За час можно сделать более 600 деталей. Но это при условии, что станок работает от электродвигателя, который придает верхнему ножу достаточное усилие для резки толстого металла, и совершает до 40 резов в минуту.
Еще из плюсов:
- Минимум отходов в виде опилок и металлической стружки.
- Ровный качественный рез без заусенец и других неровностей.
- Низкая цена по сравнению с плазменной или лазерной резкой.
Есть у гильотины и минусы:
- Резать можно только по прямой. Вырезать деталь овальной или сложной криволинейной формы не получится.
- Сложно вырубать детали с высокой точностью до десятых и сотых мм. Одна заготовка может получиться в размер, другая − на 0,2 мм больше или меньше, хотя параметры выставлялись одинаковые.
Детали для сложного технологического оборудования, где важна точность, режут термическим способом.
Термический способ
Чтобы вырезать детали термическим способом, материал нагревают до температуры плавления. Расплавленный металл из зоны нагрева удаляют потоком воздуха и таким образом формируют линию реза. Чаще всего используют плазменную или лазерную резку, о которых и поговорим.
Плазменная резка
Внутри плазменного станка находится плазмотрон. В него под давлением подается воздух, который при высоких температурах становится плазмой. Она выходит в виде тонкой струи с жаром до 30 000 0С и расплавляет металл в месте реза. Расплавленный металл выдувается также потоком воздуха. В результате получается точный и качественный рез.
Другие преимущества плазменной резки:
- Подходит для резки деталей сложных форм: в том числе фигурных спинок или решеток.
- Режет любой металл: нержавейку, оцинкованную сталь, черные и цветные металлы.
- Рез ровный и гладкий. Окалины если и появляются, то легко счищаются.
- Не деформирует металл. Плазма нагревает заготовки в месте резки незначительно. В дальнейшем при сварке таких деталей не появятся трещины или другие дефекты сварочного шва из-за того, что структура металла изменилась при нагреве.
Главный недостаток плазменной резки − способ подходит для металла толщиной до 40 мм. Для листов большей толщины качество реза будет хуже.
Требования к технологическому процессу тоже достаточно высокие: необходимо постоянно контролировать угол наклона плазмотрона, чтобы рез был ровным и комплектующие меньше изнашивались.
Лазерная резка
Высокие температуры в месте реза создает лазерный луч. Он раскаляет линию реза, в результате чего она начинает плавиться. Дальше возможны несколько вариантов в зависимости от вида лазерной резки.
- Лазер продолжает нагревать металл до состояния, когда тот начнет испаряться. Продукты испарения удаляют струей газа. В основном эту технологию используют для изготовления заготовок небольшой толщины, где высок риск прожога.
- Луч нагревает заготовку по месту реза только до температуры плавления. Расплавленный материал удаляют струей аргона или азота, которые одновременно не дают деталям окисляться. Эту технологию используют повсеместно, потому что она подходит для резки заготовок из разных видов металла и разной толщины.
Главное достоинство лазерной резки − высокая точность реза. На таком станке можно вырезать отверстия диаметром от 0,5 мм, различные узоры с большим количеством тонких деталей. Окалин и неровностей при этом не остается.
Лазер не нагревает поверхность металла, только линию реза. Поэтому заготовки не оплавляются, металл сохраняет структуру, а значит, проблем со сваркой не будет. Одновременно с этим исключено любой механическое воздействие на детали, как при резке гильотиной. Это позволяет резать лазером даже хрупкие, тонкие металлы, которые могут помяться или сломаться.
Не обходится этот способ и без минусов. Лазерное оборудование стоит дорого. Недешево и обходится и электроэнергия, которая расходуется в большом количестве.
Есть у лазера ограничения по толщине металла: заготовки свыше 30 мм он режет с трудом. Работа в этом случае идет медленно и экономически невыгодна: чем толще металл, тем большая мощность нужна и тем дороже обойдется резка.
Резкой металлических заготовок работа на производстве не заканчивается. Чтобы получить готовое изделие, детали красят и сваривают. О современном способе покраске металла читайте в нашей статье «Порошковая покраска металла: технология и особенности процесса».
Подписывайтесь на канал, если хотите знать о металлургии и металлических изделиях еще больше.
«Новаметалл Трейд» − один из ведущих производителей металлопроката и металлических изделий в России. На рынке с 2010 года.