Для получения красивого и надежного шва важно правильно подобрать режим сварки под тип выполняемой работы. Остановимся на самых важных параметрах.
ТИП И ПОЛЯРНОСТЬ СВАРОЧНОГО ТОКА
Ток может быть прямым или переменным, это и есть его тип.
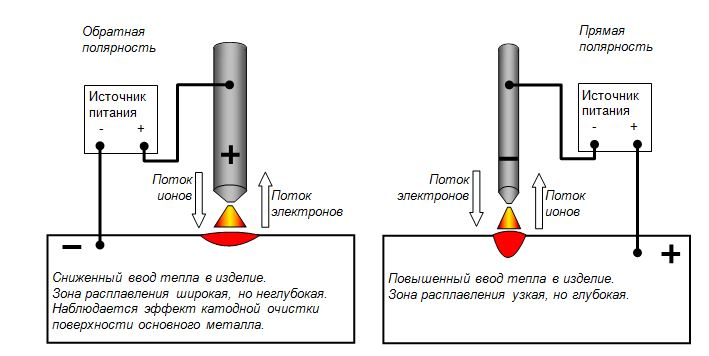
Полярность – это способ подключения сварочного аппарата. Прямая полярность предполагает подключение плюса к детали, а минуса – к электроду. При обратной полярности все наоборот: плюс – к электроду, минус – к детали.
От сочетания этих двух параметров зависит, какую работу будет проще выполнять:
- Постоянный ток, прямая полярность– сварка с большой глубиной проплавления. Лучше подходит для работы с низко- и среднеуглеродистой сталью или чугуном.
- Переменный ток, прямая полярность– сварка с высокой скоростью проплавления. Эффективнее для работы с тонким листовым металлом.
- Любой ток, обратная полярность– нужен для работы сварки листов низкоуглеродистой стали.

Реализация строительного оборудования. © pnevmoteh
СИЛА СВАРОЧНОГО ТОКА
Чем выше показатель, тем более толстые листы металла можно сваривать.
Для работы с тонкими деталями понадобится ток меньшей силы. Конкретные цифры зависят от типа сварочного аппарата и способа сварки. Но если усреднить, мы получим следующую картинку:
- до 200 Ампер– сварка металлов 1-7 мм толщиной
- 200-400 Ампер– сварка металлов 3-10 мм толщиной
- от 400 Ампер– сварка металлов 8-60 мм толщиной
ТОЛЩИНА ЭЛЕКТРОДА
Подбирается в зависимости от силы сварочного тока:
- 1,5-2 мм– 25-50 Ампер
- 2-3 мм– 40-100 Ампер
- 3-4 мм– 80-200 Ампер
- 3-4 мм– 80-200 Ампер
- 4-5 мм– 120-250 Ампер
- 5-6 мм– 180-320 Ампер
- 6-8 мм– 200-400 Ампер
ДЛИНА СВАРОЧНОЙ ДУГИ
Длина сварочной дуги – это расстояние между концом электрода и кромкой свариваемой детали. Для получения прочного и ровного шва на протяжении всего процесса сварки нужно равномерно поддерживать дугу определенной длины. Оптимальная длина дуги зависит от толщины электрода:
- 1,5-2 мм – дуга 2,5 мм
- 3 мм – дуга 3,5 мм
- 3-4 мм – дуга 4 мм
- 4 мм – дуга 4,5 мм
- 4-5 мм – дуга 5 мм
- 5 мм – дуга 5,5 мм
- 6-8 мм – дуга 6,5 мм
НАКЛОН ЭЛЕКТРОДА
Выбор угла наклона электрода зависит от типа выполняемых работ:
- Углом вперед– электрод наклонен под углом 30-60° по направлению к сварщику. Самый распространенный способ сварки.
- Углом назад – электрод наклонен под углом 30-60° от сварщика. Используется для работы с угловыми и стыковыми соединениями.
- Вертикально – электрод находится перпендикулярно поверхности, то есть под углом 90°. Применяется в труднодоступных местах.