Сварочные электроды ОЗС-12 позволяют варить углеродистые и низколегированные стали – как конструкционные, так и инструментальные. Они хорошо знакомы и профессиональным сварщикам, и тем, кто использует их в быту. Благодаря им получают пластичный шов повышенной прочности в особо ответственных конструкциях – трубопроводах и резервуарах, строительных каркасах, в подъемном, котельном, металлургическом и другом оборудовании.
Что означает маркировка
Аббревиатура ОЗС расшифровывается следующим образом:
- О – опытный;
- З – завод;
- С – строительные;
- 12 – номер марки.
Электроды были разработаны в 70-х годах в Институте электросварки – подразделении Академии наук Украинской ССР.
Целью специалистов было создание изделий, не уступающих по своим характеристикам стержням с покрытием основного типа, но при этом превосходящих их в отношении экологичности.
Задача была успешно решена, после проведения многочисленных испытаний с конца 70-х электроды стали активно использоваться в советской промышленности и в быту.

Электроды ОЗС-12 – описание и характеристики
Изделия получают из углеродистой проволоки Св-08 и Св-08А (повышенной чистоты относительно серы и фосфора). На стержни наносится толстый слой обмазки, в составе которого 92–95% рутила – природного минерала в виде диоксида титана (TiO2). Он выполняет сразу несколько важных функций:
- обеспечивает хорошее зажигание и стабильное горение дуги;
- выделяет шлаки, защищающие сварочную ванну от воздействия атмосферы;
- химически связывает окислы металла, препятствуя его окислению в области шва.
Те же защитные, а также легирующие функции выполняют содержащиеся в обмазке ферриты – такие, как ферромарганец. Карбонаты (например, СаСО3) способствуют образованию защитного газа вокруг ванны и, как и рутил, стабилизируют горение электродуги.
Двуокись титана обладает еще одним незаменимым для сварки свойством. Благодаря высокой химической инертности материала в процессе работ выделение вредных для здоровья и экологии газов сведено к минимуму.
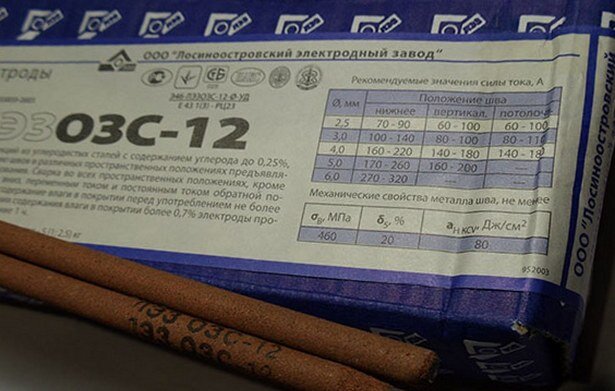
Технические характеристики
- Временное сопротивление металла шва разрыву – 490 МПа.
- Предел текучести – 420 МПа.
- Относительное удлинение – 22%.
- Ударная вязкость (при t=20°C) – 137 Дж/см2.
- Коэффициент наплавки – не менее 8,5 г/А·ч.
- Производительность (при d 4 мм) – 1,2 кг/ч.
- Расход на 1 кг наплавленного металла – 1,7 кг.
Особенности сварки
Допустимое содержание влаги в покрытии – не более 0,7%. Превышение показателей может привести к наводороживанию металла шва и потере необходимой ударной вязкости и пластичности. Поэтому перед сваркой стержни прокаливают в течение получаса при температуре 150–180 °C.
- Сваривать детали можно как на средней, как и на удлиненной дуге, не опасаясь образования пор в металле шва.
- Шов на детали может занимать любое пространственное положение, включая вертикальное на спуск.
- Допустима сварка как трансформатором (переменный ток), так и инвертором (постоянный обратной полярности).
Электроды ОЗС-12 чувствительны к высоким температурам – при прокалке нужно строго соблюдать рекомендуемые выше значения, чтобы не испортить покрытие. То же относится к режиму сварки: если сила тока превышает рекомендуемую, в металле соединения могут образоваться поры.
Преимущества
Благодаря нескольким важным плюсам электроды для сварки ОЗС-12 считаются одними из самых универсальных. Перечислим основные достоинства.
- Рутиловое покрытие обеспечивает минимальное выделение токсичных веществ при выполнении работ.
- Благодаря обмазке (TiO2 – хороший проводник) легкий первый и повторный поджиг, устойчиво горит электродуга.
- Сварку можно выполнять током любого рода и в любом пространственном положении, что позволяет монтировать сложные конструкции непосредственно на стройплощадке.
- Даже при наличии окалины или следов окисления на участке соединения в металле получаемого шва не образуются поры.
- Сваривать детали можно электродами с малым диаметром при низких и предельно низких токах – компактным инвертором или трансформатором от бытовой сети.
- Помимо стыковых соединений, электроды отлично справляются и с тавровыми, позволяя получить аккуратный вогнутый шов; также ими легко устанавливать прихватки.
Металл получаемого соединения демонстрирует высокую стойкость к усталости в условиях постоянных нагрузок в области сварного шва. В этом отношении марка ОЗС-12 превосходит многие электроды с основным и кислым покрытием аналогичного назначения.
Области использования
Продукция используется для сварки ответственных конструкций, рассчитанных на высокие нагрузки.
- Трубопроводы в нефтяной, нефтехимической, газовой отраслях и в коммунальном хозяйстве.
- Газгольдеры, резервуары на нефтехранилищах.
- Котельное оборудование.
- Подъемно-транспортные машины и устройства (конвейеры, краны, лифты, лебедки, тали и т. д.).
Особенно эффективны изделия этой марки при монтаже строительных конструкций: они обеспечивают качественную сварку тавровых соединений.
ИЗВЕСТНЫЕ ПРОИЗВОДИТЕЛИ
На российском рынке представлена продукция как отечественного, так и зарубежного производства. Выпускаются ОЗС-12 по ГОСТ 9466-75, 9467-75.
В течение многих лет электроды этой марки производит Магнитогорский электродный завод, основанный в 1949 г. Изделия МЭЗ сертифицированы Национальным агентством контроля сварки, Российским речным Регистром, аттестованы с допуском для сварки различных групп технических устройств опасных производственных объектов.
Под маркой «ТИГАРБО» с 1999 года их выпускает расположенный в городе Каменск-Шахтинский завод «КОМС-Экспорт» (Ростовская область). Под брендом «МОНОЛИТ» они производятся Светлогорским заводом сварочных электродов (СЗСЭ, Республика Беларусь).
Также в ряду производителей: старейшее московское профильное предприятие – завод «Спецэлектрод», ООО «Ярославское электродно-метизное производство» (бренд ЯрЭЛ), шведский концерн ESAB, имеющий сегодня несколько производственных площадок и в России, другие российские и зарубежные компании.
Оригинал статьи и более подробную информацию об электродах ОЗС-12 можно найти на Centermetiz.ru.