Каждый начинающий сварщик сталкивается с проблемой выбора сварочных материалов. В продаже имеется разнообразный выбор электродов для ручной дуговой сварки. По названию электродов совершенно не понятно, для сварки какого материала они предназначены, и на каких режимах. Попробуем разобраться, в чем разница между ними, а главное – как правильно подобрать необходимый вам электрод.
Маркировка электродов
На каждой пачке электродов, помимо названия электродов, вы найдете маркировку. Вся необходимая информация зашифрована именно в маркировке. Для электродов, произведенных в России обязательна маркировка следующего вида:
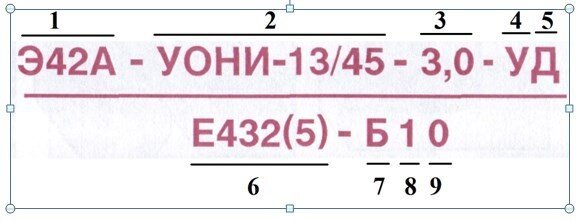
В примере маркировки цифрами обозначены параметры:
1. Тип электрода. Его прочностная характеристика 420 МПа. Для лучшего понимании можно сказать так – металл шва, выполненный данным электродом, сечение 1 мм2 выдержит на разрыв 42 килограмма. То есть, чем выше цифровое значение в маркировке – тем прочнее шов.
Буква «А» после прочностной характеристики обозначает повышенную стойкость шва к ударным и вибрационным нагрузкам. Это связано с пониженным содержанием вредных примесей в металле шва, а именно – серы и фосфора. Если буква «А» отсутствует, значит -электроды обыкновенного качества.
Есть одно исключение – электроды для сваривания особых сортов высоколегированных сталей. Для этих электродов вместо прочностной характеристики указывается химический состав стержня электрода. Это сделано для того, чтобы сварщик мог подобрать электроды для конкретной марки высоколегированной стали – после сварки шов и основной металл будут иметь одни и те же свойства.
2. Название электрода. Для идентификации продукции. По названию вы легко сможете в будущем приобрести необходимые вам электроды, если уже работали с ними.
3. Диаметр электрода. Обозначение диаметра металлического стержня электрода.
4. Назначение электрода:
- У – для углеродистых и низколегированных сталей
- Л – для легированных конструкционных сталей увеличенной прочности
- Т –применяется для легированных теплоустойчивых сталей
- В - для высоколегированных сталей с особыми свойствами
- Н – наплавочные электроды
5. Толщина обмазки электрода:
- М – тонкое покрытие
- С – среднее покрытие
- Д – толстое покрытие
- Г – особо толстое покрытие
6. Группа индексов, присеваемая электродам по результатам испытаний. В данном разделе сварщик не почерпнет для себя важной информации. На выбор электрода не влияет.
7. Тип покрытия электрода:
- А – кислое
- Р – рутиловое
- Б – основное
- Ц – целлюлозное
8. Допустимое пространственное положение при сварке.
- 1 – сварка во всех положениях
- 2 – во всех, кроме вертикального, если сварка производится сверху вниз
- 3 – во всех, кроме вертикального и потолочного
- 4 – сварка только в нижнем положении
9. Род и полярность тока:
По приведенной таблице сварщик может определить, какой ток (постоянный или переменный) и какая полярность применима для сварки выбранными электродами. Цифра, обозначающая род и полярность тока – в крайнем правом столбце.
Для применения электродов на переменном токе важным параметром является напряжение холостого хода источника питания - Uxx. Этот параметр указан на шильде любого источника питания. Так, например, если в маркировке электрода стоит цифра 5, значит, ИП для сварки должен иметь Uxx не менее 70В.
В колонке для постоянного тока напротив цифры указана полярность.
Так для электродов с цифрой 0 в маркировке переменный ток не применяется, а постоянный ток должен иметь только обратную полярность («+» на электроде).
Критерии выбора электрода
1. Необходимо знать – какой металл, и какой толщины вы собираетесь варить. В соответствие с этим выбирается электрод по назначению и диаметру.
Для простых углеродистых конструкционных сталей (большинство всего металлопроката – уголки, листы, швеллера и т.д.) выбираем электроды с буквой «У» в пункте №4. Для сварки нержавейки – буква «В».
Диаметр выбирается в зависимости от толщины заготовки. Оптимальное соотношение – значение диаметра равно значению толщины детали.
2. Толщина обмазки влияет на качество самого шва и процесс самой сварки. Тонкие покрытия обладают свойством легкого розжига дуги, однако качество металла шва снижается.
Чем толще обмазка электрода – тем повышается качество сварки. Но при увеличении количества обмазки, электрод утяжеляется – манипулировать им становится сложнее.
3. Важный параметр – тип покрытия электрода.
Электроды с кислым покрытием самые дешевые, но и самые низкокачественные. При их применении возможно образование трещин в шве, а также повышенное разбрызгивание металла при сварке.
Для многих сварщиков оптимальными являются электроды с рутиловым покрытие. Они обеспечивают хорошее зажигание дуги, поддержание ее горения, хорошее формирование шва, легко отделяемую шлаковую корку.
Основное покрытие требует тщательной подготовки поверхность деталей перед сваркой – убрать окалину, ржавчину, масляные загрязнения. Основное покрытие очень капризное – дуга зажигается с трудом, поддерживать ее довольно трудно. Но, зато, электроды с основным покрытием дают самые прочные швы.
Целлюлозное покрытие не терпит перегревов и разрушается при малейшем залипании электрода. Его основное преимущество – хорошее формирование обратного валика при односторонней сварке. Если у вас нет доступа к обратной стороне шва, то электроды с таким покрытием обеспечат лучшее качество.
4. Не забывайте про род и полярность тока. Чтобы не возникало проблем с зажиганием дуги и поддержанием ее горения соблюдайте рекомендации производителя в соответствии с приведенной выше таблицей.