
Железохромоникелевая руда Халиловского месторождения, запасы которой составляют 260 тыс.т хромоникелевой руды (с содержанием никеля около 1 %) и 10 млн. т бурых железняков (содержанием Ni ~ 0,4...0,5 %, Cr~ 1,3...1,7 %), является комплексным сырьем, содержащим по крайней мере три полезных элемента, которые могут быть извлечены из него пирометаллургическим способом –это железо, никель и хром. Такое извлечение имеет место при доменной плавке. Получаемый при этом природно легированный металл является прекрасным литейным чугуном. Для переработки этой руды в послевоенные годы был построен Орско-Халиловский металлургический комбинат с полным металлургическим циклом. Химический состав железорудного сырья месторождений Орско-Халиловского района приведен в табл. 1 [1].
Таблица 1
Химический состав железорудного сырья месторождений Орско-Халиловского района
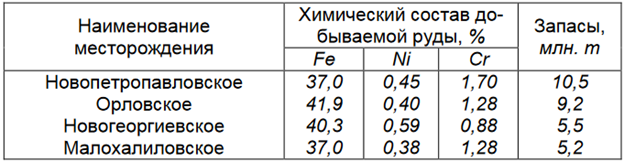
Неэффективность передела Халиловской руды в доменных печах была понята уже в первые годы работы ОХМК. В настоящее время экономически целесообразной и технически приемлемой технологии переработки железохромоникелевых руд, внедренной на производстве, не существует .По технологии многоступенчатого без коксового жидкофазного восстановления, разработанной в МГТУ ИМ. Г.И. Носова воз-можно ступенчатое восстановление железохромоникелевой руды в несколько стадий с получением 2 продуктов: ферроникеля и ферросиликохрома. Процесс получения чернового ферроникеля на первой стадии селективного восстановления широко освещен в публикациях [2-8]. В настоящей работе ставилась задача проанализировать целесообразность получения из оксидного расплава первой стадии восстановления ферросиликохрома (может использоваться при выплавке литейных чугунов), определить расход восстановителя, химический состав металла при максимально полном извлечении железа.19Былпросчитан вариант восстановления оксидного расплава с использованием в качестве восстановителя угля Воркутинского месторождения, который имеет следующий химический состав (в мас. %): CaO–1,02; SiO2–9,04; Al2O3–5,06; MgO–0,29; Fe2O3 –1,51; P2O5 –0,35; (Na2O+K2O) –1,22; S–0,61; C–65; H2–4,03; N–1,75; O2–4,48; H2O–6,80 (теплотворность 20128 кДж/кг).Рабочий состав оксидного расплава первой стадии восстановления(масс. %): Feобщ –44,45; FeO–57,161; NiO–0,09; Cr2O3–3,98; TiO2–0,47; CaO–1,48; SiO2–19,20; Al2O3–15,81; MgO–1,40; MnO–0,14; P2O5 –0,18; S–0,09.Восстановление элементов идет по химическим реакциям:FeO + C → Fe + CO;NiO + C → Ni + CO;Cr2O3+ 3C → 2Cr + 3CO;TiO2+2C → Ti + 2CO;Al2O3+ 3C → 2Al + 3CO;SiO2+ 2C → Si + 2CO;MnO + C → Mn + CO;P2O5+ 5C → 2P + 5CO.Для расчетов принимали следующие степени восстановления: Fe–99 %; Ni–100 %; Cr–85 %; Ti–30 %; Si–20 %; Mn–70 %; P2O5–90%.Расчетом было определено, что на второй ступени восстановления получается продукт (ферросиликохром), содержащий (%): C–3,951; Fe–86,955; Cr–4,572; Si–3,894; Ni–0,14; P–0,114; S–0,018.Выход ферросиликохрома составляет 50,6 кгна 100 кг оксидного расплава. Расчетный расход восстановителя со-ставит 24,62кг.Проанализировав полученные результаты можно сделать вывод, что полное извлечение железа на второй стадии восстановления оксидного расплава, полученного при переработке железохромоникелевых руд не является рациональным, так как содержание хрома и кремния в ферросиликохроме мало (это скорее чугун, чем ферросплав), а концентрация фосфора недопустимо велика, что ограничивает применение сплава в качестве раскислителя и легирующего при производстве чугунов и сталей со строго регламентированным содержанием этой вредной примесиь.ьПредставляется целесообразным на второй стадии получать предельный чугун (извлекая 60-70 % железа и примерно такое же количество фосфора из оксидного расплава), а на третьей стадии проводить окончательное восстановление оставшегося расплава с получением богатого ферросиликохрома, чистого по содержанию фосфора.