Сегодня мы попробуем понять, что же такое электродуговая металлизация (ЭДМ). Для начала рассмотрим общие вещи.

Металлизация это нанесение слоя металла на любой другой материал.
А вот электродуговая металлизация уже обозначает способ нанесения этого металла.
Прежде чем разобраться со словом элекродуговая, важно понимать, что эта технология относиться к способам газотермического напыления.
Напыление - нанесение слоя материала на поверхность, материал наноситься в виде мелких частиц. К примеру, мы красим забор балончиком с краской. И мы видим как мелкие частички краски распыляются на поверхность нашего забора сжатым воздухом. В каком то смысле очень похоже на электродуговую металлизацию!
А теперь разберемся с газотермическим способом напыления. Все кроется в самом слове. Газо и термо. То есть мы распыляем частички газом (-газо), а получаем эти частики за счет тепла, а именно плавлением металла (-термо).
Значит электродуговая металлизация - это распыление газом , a именно распыление воздухом частичек металла, которые были получены плавлением дугой ( -электро и - дуга). Например, берем две металлические проволоки, лучше всего для сварки. Подаём ток, замыкаем эти проволоки и дуем. Видим кучу искр. Вот мы и распылили металл в жидком состоянии.
Смотрим рисунок
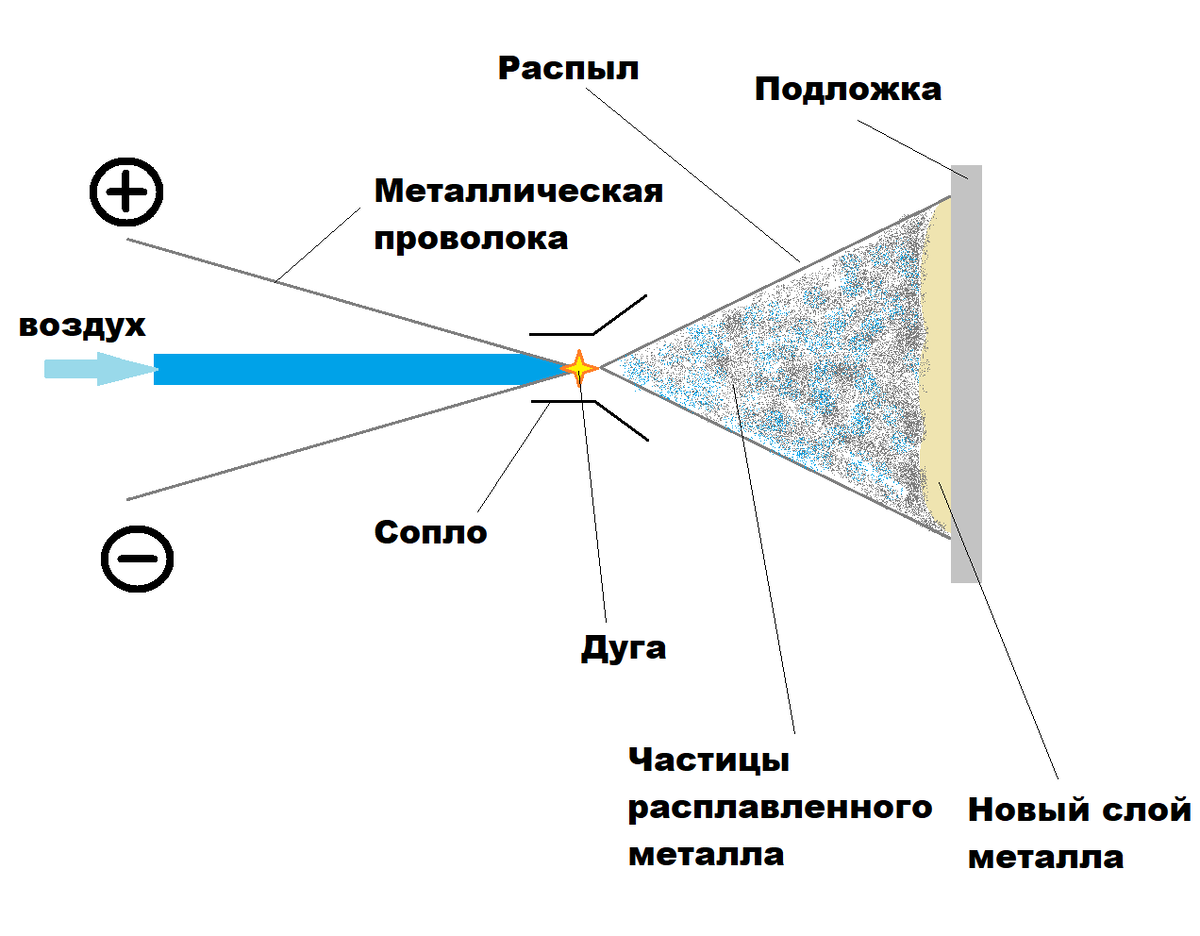
Но как поддерживать этот процесс? Нужно постоянно подавать проволоки с определённой скоростью и током. Нам надо чтобы они успевали плавится, а жидкий металл распылялся воздухом.
Как подавать проволоку и основные параметры для нанесение металла методом ЭДМ мы рассмотрим в следующей статье. А сейчас узнаем, где этом метод применяется.
Применение метода электродуговой металлизации
Сломался станок, стал бить шпиндель, цена 3 млн. рублей, достаточно дорого покупать новый. Узел разобрали, нашли износ на посадочных местах. Вот тут то и нашлось применение - восстановление изношенного слоя. Берем вал, подготавливаем поверхность к нанесению металла, восстанавливаем посадочные места под подшипники электродуговой металлизацией. Металл нагревается всего до 100-200 градусов, тепловложение минимальны и шпиндель не поведет. Доводим до соответствия шлифованием, собираем узел. Шпиндель как новый! При этом мы можем не только восстановить изношенный слой, но и придать особые свойства (коррозионную стойкость или износостойкость) Пример, гидрошток цилиндра экскаватора. Рисунок ниже
Восстановление деталей это специфично. Есть более часто встречающееся проблема, а именно защита от коррозии. Мы можем наносить цинк или алюминий на большие площади, потому что ЭДМ отличается максимальным КПД 70-80% по сравнению с другими методами газотермического напыления. Итак, храним горючее в резервуаре? Боимся коррозии? В данной ситуации подойдёт ЭДМ цинком на поверхность в 5000 м2. Построили мост? Покроем цинком поверхность моста. Дополнительно можем нанести лакокрасочное покрытие ЛКП. 100% защита. Вопрос: почему бы просто не нанести ЛКП? Ответ: точно известно, что ЛКП нужно обновлять каждые 8 лет, а вот газотермические покрытия 25 и более лет. Покрытие цинком или алюминием различных металлоконструкций используют очень часто.
Особое применение это - балансировка роторов, валов, лопаток компрессора. Чтобы проводить балансировку нужно снимать слои металла, крутить, смотреть смещение центра масс и повторять снова и снова. Зачем снимать слой? Если можно просто напылить нужное количество материала. Просто и удобно.
Так же есть применение в энергетике. Нанесение электропроводного или электроизоляционного покрытия. На космических аппаратах магистральные полиамидные трубопроводы накапливают статическое электричество. Для снижения рисков наносим слой алюминия для создания токопроводного покрытия.
Резюмируем. ЭДМ можно применять в следующих задачах:
1) Восстановление изношенного слоя деталей машин
2) Придание антикоррозионных свойств
3) Придание электропроводящих или изоляционных свойств
4) Использование при балансировке
В таблице ниже показано, в каких отраслях находит применение метод ЭДМ
На какой материал можно наносить
Очевидно, что наносим мы любые металлы и сплавы в виде проволоки, которые могут расплавиться температурой дуги в 4000-5000 градусов. Проволока может быть и порошковая. К примеру алюминий, медь и их сплавы наносятся без проблем. Сталь тоже. А вот проволоки состоящие из тугоплавких материалов или сплавов уже не подойдут. Например, порошковая проволока содержащая корунд будет в отдельных случаях расплавляться не полностью, что повлияет на структуру покрытия. Добиться качественных результатов с тугоплавкими материалами нанесением методом ЭДМ можно, но очень трудно. Есть более подходящие для этого методы (плазменное напыление).
На что наносим материал? Сможем ли нанести на бумагу? Температура частиц при подлёте к подложке составляет 100 - 200 градусов. Мы можем наносить на любой материал, температура плавления которого ниже. С бумагой могут возникнуть проблемы, но вот с деревом и стеклом нет. Их температура плавления и воспламенения выше.
Какие преимущества и недостатки
Преимущества:
- Высокий КПД 70-80% по сравнению с другими методами газотермического нанесения. Выгодно применять при нанесении на большие площади
- Простота в обслуживании оборудования (стандартные источники питания используемые при сварке).
- Возможность нанесения слоя высокой толщины - до 10 мм и более
Недостатки:
- Высокая пористость покрытия из-за контакта с окружающей средой и спецификой нанесения (решается изменением среды, например замена воздуха инертным газом снижающим окисление)
- Особенности нанесения покрытия, необходима тщательная подготовка поверхности. Нам нужно активировать поверхность (снять оксидную пленку) для получения высокой адгезионной прочности (прочности сцепления с подложкой). Нужен квалифицированный персонал и тщательное соблюдение технологии.
- Низкая адгезионная прочность (прочность сцепления покрытия с подложкой) и когезионная прочность (прочность сцепления между слоями покрытия). Если увеличиваем скорость частиц, то увеличиваем прочность сцепления. Проблема решается правильным подбором режимов, использованием сверхзвуковых сопел для увеличения скорости потока частиц.
Оборудование
Далее рассмотрим кратко общие сведения.
Бывает два типа металлизаторов - ручной и стационарный. Ручной можно использовать для нанесения на мосты или металлоконструкции на открытом пространстве. Стационарный используется совместно с вращателем. Так же не забываем, что ручной можно использовать как и стационарный. У стационарных выше производительность и качество нанесения материала.
Более подробно, особенности данного оборудования, рассмотрим в другой статье.
Вы можете ознакомиться с принципом работы ручного металлизатора по ссылке "Дракон"
До встречи!
Для ВАС
Если вы заинтересованы в покупке оборудования, на нашем сайте SVARZAVOD.ru вы можете получить консультацию и приобрести надежное оборудование от разработчика и производителя. Мы применяем различные технологии сварки, напыления, наплавки. Производим качественное оборудование для Вас.