
Вам понадобится оборудование; подходящее сверло, смазочно-охлаждающая жидкость, средства защиты глаз, средства защиты органов слуха, прочная лента, маркер или пробойник в форме пирамиды с тремя углами, прочный зажим и войлок или пластик для защиты заготовки в зажиме.
Начните с очистки рабочего места. Убедитесь, что у вас есть все под рукой, чтобы вы могли сосредоточиться на выполнении работы без перерыва.
Правильные СИЗ (средсва индивидуальной защиты) имеют первостепенное значение при сверлении; убедитесь, что ваши глаза хорошо защищены. Если вы носите очки по рецепту, убедитесь, что вы носите дополнительные очки, которые можно носить поверх них, поскольку обычные очки не обеспечивают должной защиты. Не рекомендуется использовать перчатки при сверлении, так как они могут запутаться в сверле; экстремальные силы, вращение и скорость, возникающие при сверлении, могут легко сломать палец или запястье. Защитные наушники рекомендуются для защиты вашего слуха, воздействие громкого шума при работе может привести к необратимому повреждению вашего слуха и способствовать развитию шума в ушах.
Отметьте положение отверстия маркером или, если хотите, постучите по небольшому углублению с помощью 3-углового пирамидального керна. Если вас беспокоит, что стружка повреждает окружающую область, когда она скручивается из сверла, вы можете использовать прочную ленту вокруг метки сверла в качестве защиты.
Если просверливаемый металл имеет толщину менее 3 мм, можно использовать одно сверло для получения отверстия желаемого размера, однако, если металл более толстый, рекомендуется начинать с сверла, составляющего половину желаемого диаметра отверстия. для начального отверстия, а затем переходите к сверлу окончательного размера для второго сверления.
Надежно закрепите заготовку в нужном положении. Если сверло заедает во время работы или когда сверло выходит на глухую сторону, оно может раскрутить заготовку, что может вызвать плохие порезы, переломы костей и повреждение оборудования.
При сверлении ручным инструментом нанесите обильное количество смазочно-охлаждающей жидкости на отмеченный металл. Если вы используете систему подачи охлаждающей жидкости, настройте ее в соответствии с рекомендациями производителя. Охлаждающую жидкость можно распылять, капать или заливать, но важно использовать обильное количество и обеспечить хороший контакт между жидкостью и поверхностью раздела инструмента. Использование смазочно-охлаждающей жидкости поможет удалить стружку со сверла, чтобы снизить риск сварки трением и уменьшить наклеп. Мы рекомендуем использовать жидкость для резки и нарезания резьбы по металлу CT-90.
Теперь вы готовы начать сверление. В таблице ниже показаны рекомендуемые скорость и подачи для сверления различных марок нержавеющей стали.
МАРКА НЕРЖАВЕЮЩЕЙ СТАЛИ ТВЕРДОСТЬ ПО ВИККЕРСУ ПОВЕРХНОСТНЫХ МЕТРОВ В МИНУТУ ПОДАЧА ММ НА ОБОРОТ / ДИАМЕТР СВЕРЛА ММ
1,5 мм 3мм 6мм 12мм 20мм 25мм
304, 316 277-445 20-50 0,012 0,012 0,025 0,04 0,05 0,07
303 410 416 440F 137-276 20-40 0,012 0,05 0,05 0,10 0,13 0,15
При сверлении нержавеющей стали одним из лучших индикаторов правильности скорости, давления и скорости подачи является наблюдение за стружкой; стружка должна аккуратно выходить из отверстия, иметь спиралевидную форму и короткую длину. Нержавеющая стружка должна иметь цвет исходного металла или иметь желтый оттенок. Если он более темный или не спиральный, вытащите сверло, нанесите больше охлаждающей жидкости и проверьте настройки машины. Тогда просто попробуйте еще раз.
Сделав отверстие, убедитесь, что вы не прикасаетесь к сверлу или отверстию, так как они будут достаточно горячими, чтобы вызвать ожог. При вытирании охлаждающей жидкости с металла следует соблюдать осторожность, поскольку стружка, содержащаяся в охлаждающей жидкости, может поцарапать поверхность.
Эти шаги должны помочь вам сверлить нержавеющую сталь как профессионал в кратчайшие сроки, однако ниже представлена дополнительная информация, которая даст вам гораздо более глубокие знания о способах сверления нержавеющей стали для получения наилучших результатов каждый раз.
Выбор подходящего сверла.
Существует множество различных типов сверл и разверток, подходящих для сверления нержавеющей стали. Выбор правильного типа для конкретного проекта имеет первостепенное значение для достижения наилучших результатов.
Сверла из быстрорежущей стали предназначены для обработки нержавеющей стали и могут использоваться для ручного и машинного сверления. Рекомендуется использовать биты из быстрорежущей стали с наконечником из TiN, поскольку нитрид титана снижает трение, что, в свою очередь, снижает механическое упрочнение, вызванное чрезмерным нагревом, и сводит к минимуму износ по задней поверхности и кратеру.
Кобальтовые сверла и расширители специально разработаны для работы в тяжелых условиях на металлах с высокой прочностью на растяжение; они изготовлены из стального сплава с содержанием кобальта от 5% до 8%. Сплав 5% кобальта обозначается как марка M35, а сплав 8% обозначается как марка M42. Кобальт увеличивает прочность основного сплава и значительно увеличивает его жаропрочные свойства; это два очень важных соображения при сверлении нержавеющей стали, поскольку теплостойкость к трению, возникающая во время работы, снижает скорость наклепа, а дополнительная прочность защищает от поломки долота и износа по задней поверхности и кратерам. Износ по задней поверхности - это изнашивание части сверла, контактирующей с заготовкой, кратерный износ - это когда металл из сверла рассеивается в стружке.
После того, как выбор материала был определен, важно подумать о том, какой размер долота подходит для вашего проекта. Обратите внимание на геометрию сверла, чтобы значительно улучшить качество готового отверстия и упростить весь процесс.
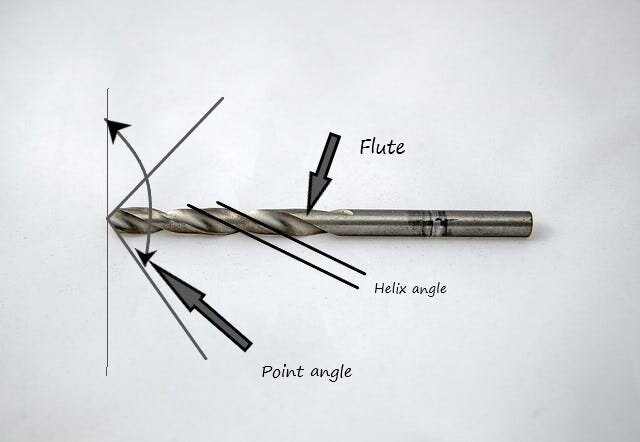
Сверление нержавеющей стали - Геометрия сверла
олщина паутины. Толщина стенки предпочтительно должна составлять минимум 1/8 диаметра сверла. Перемычка - это центральный вал сверла, из которого выступают канавки. Перегородка поддерживает сверло, поскольку оно проникает в просверливаемый металл; если он слишком тонкий, сверло может сломаться.
Угол при вершине. Это относится к углу острия на самом конце сверла. Для твердых металлов, таких как нержавеющая сталь, требуется более широкий угол при вершине, чем для сверл, используемых для менее твердых металлов; выбор правильного угла при вершине уменьшит износ и ход, улучшит форму отверстия и уменьшит вибрацию станка.
Угол рельефа губ. Угол разгрузки кромки относится к углу на внешнем углу кромки и отвечает за поддержку контакта режущей кромки с металлом. Этот угол рельефа губ определяется углом острия; Меньший угол при вершине означает, что на обрабатываемую деталь подается больше полотна, поэтому для сверла потребуется больший угол кромки, чтобы поддерживать режущую кромку. Размер угла кромки увеличивается по мере уменьшения диаметра сверла. Если наконечник сверла не имеет достаточного угла разгрузки кромки, рез будет плохим, даже если сверло будет острым, и в конечном итоге приведет к чрезмерному износу и заеданию во время работы.
Длина. Длина сверла определяет, насколько глубоко можно просверлить отверстие, однако, чем длиннее сверло, тем больше он будет изгибаться. Если сверло прогибается, отверстие может быть неточным и не на правильной оси. Выбрав бит подходящей длины, вероятность прогиба и поломки во время работы будет снижена. Доступны биты различной длины, самая популярная длина для большинства операций по сверлению металла называется «спекулянт». Длина канавок на этих битах в 9-14 раз больше диаметра. Они считаются хорошим универсалом для большинства проектов.
Угол винтовой линии. Угол винтовой линии относится к углу канавки к поверхности просверливаемого металла. Правильный угол наклона спирали важен для обеспечения чистого движения стружки из выемки, поскольку чем больше угол наклона спирали, тем меньше емкость зоны канавки.
Рекомендуемые размеры сверл для сверления нержавеющей стали.
РЕКОМЕНДУЕМЫЙ ДИАПАЗОН УГЛА ПРИ ВЕРШИНЕ РЕКОМЕНДУЕМЫЙ ДИАПАЗОН УГЛА НАКЛОНА СПИРАЛИ РЕКОМЕНДУЕМЫЙ ДИАПАЗОН УГЛА НАКЛОНА ГУБ ДИАМЕТР СВЕРЛА ОПТИМАЛЬНЫЙ УГОЛ НАКЛОНА ГУБ
118-135 ° 24-32 ° 7-24 ° 25 мм 8 °
20 мм 10 °
12 мм 12 °
6 мм 14 °
3 мм 16 °
Глубокое сверление
При сверлении глубоких отверстий с глубиной более чем в 3 раза превышающей диаметр сверла, скорость и скорость подачи необходимо уменьшить, чтобы уменьшить наклеп, обеспечить отсутствие стружки и снизить вероятность поломки долота.
Рекомендуемые сокращения показаны ниже.
ГЛУБИНА ОТВЕРСТИЯ К ДИАМЕТРУ СНИЖЕНИЕ СКОРОСТИ УМЕНЬШЕНИЕ КОРМА
3 10% 10%
4 20% 10%
5 30% 20%
6 35-40% 20%
Для более толстых профилей из нержавеющей стали часто рекомендуется ступенчатое сверление, чтобы не допустить удаления стружки, обеспечить хорошее проникновение охлаждающей жидкости в отверстие и уменьшить трение в точке сверления. При выходе и повторном входе должны поддерживаться полные значения подачи и скорости, чтобы обеспечить плавный переход через слой упрочненной стали, который будет образовываться во время резки.
Техника ступенчатого бурения предполагает, что первая глубина сверления не должна превышать 3-4 диаметров долота, затем извлекать сверло, глубина второго цикла сверления должна быть не более чем дополнительно в 2 раза больше диаметра долота, затем извлекать сверло; последующие циклы могут добавить еще 1 глубину, равную диаметру долота.
Частое продвижение сверла и минимизация простоя помогут уменьшить шероховатость стенок отверстия и поломку сверла.
Снижение наклепа при сверлении нержавеющей стали
Нержавеющая сталь затвердевает относительно быстро, особенно за счет тепла, выделяемого при сверлении, интенсифицирующего процесс. Как только нержавеющая сталь затвердевает, сверлить становится невероятно сложно; поверхность будет покрыта глазурью, что приведет к отклонению и отскоку сверла, что приведет к затуплению сверла, повреждению поверхности или даже к защелкиванию сверла.
Есть несколько способов уменьшить степень наклепа, чтобы отверстия всегда получались идеальными.
Сохранение бурового долота охлажденным и смазанным значительно улучшит качество и целостность операции бурения. Использование специальной смазочно-охлаждающей жидкости или жидкости для резки и нарезания резьбы снижает трение, возникающее во время процессов сверления, что снижает тяжесть наклепа. Обеспечение хорошей смазки режущей кромки и сверла также сокращает время резания, улучшает качество поверхности и продлевает срок службы сверла. Для достижения наилучших результатов рекомендуется обеспечить непрерывную подачу охлаждающей / смазочной жидкости к долоту и заготовке на протяжении всего процесса сверления; если это невозможно, остановка и нанесение жидкости вручную как на коронку, так и на режущую кромку также подойдут.
Деформационное упрочнение может произойти даже при использовании конического пробойника для разметки отверстий, которые будут просверливаться, это затруднит сверление в небольшой ограниченной области, так как сверло может соскользнуть по стенкам выемки. Использование 3-х угольного пирамидального перфоратора снизит риски или просто используйте маркер, чтобы указать места размещения сверл.
Нержавеющая сталь может быть отожжена перед тем, как приступить к глубокому сверлению или отверстию очень малого диаметра, так как это смягчит ее и улучшит обрабатываемость, что поможет снизить риск сильного наклепа.
Независимо от того, являетесь ли вы опытным изготовителем или заядлым любителем, теперь вы должны быть хорошо подготовлены для выполнения любых работ по сверлению нержавеющей стали, которые встречаются на вашем пути.