Резка металла − один из основных этапов современного металлургического производства. После этапа холодного проката получается длинный и широкий лист, закатанный в рулон. Чаще всего такой формат неудобен покупателям. Плюс только один − цена. Минусов больше: и сложность транспортировки, и необходимость резать металлический рулон на листы у себя на производстве, и не только.
На этапе продольной и поперечной резки рулонная сталь превращается в листы, ленту или штрипс стандартных типоразмеров. А покупатель может подобрать среди них вариант, который будет не только удобен для перевозки и применения в технологических процессах, но и оставит минимальное количество отходов. А значит, уменьшит себестоимость продукции.
В этой статье расскажем, на что влияет качество продольной и поперечной резки и как она производится в цехах ИМК «Прочная сталь».
Почему качество резки металла − это важно
С точки зрения риска возникновения дефектов резка не самый сложный этап производства. В большинстве случаев дефекты образуются или на предыдущих этапах, или позднее − при сварке. Тем не менее качественная резка рулонного металла должна обеспечить ровную кромку листа без деформаций.
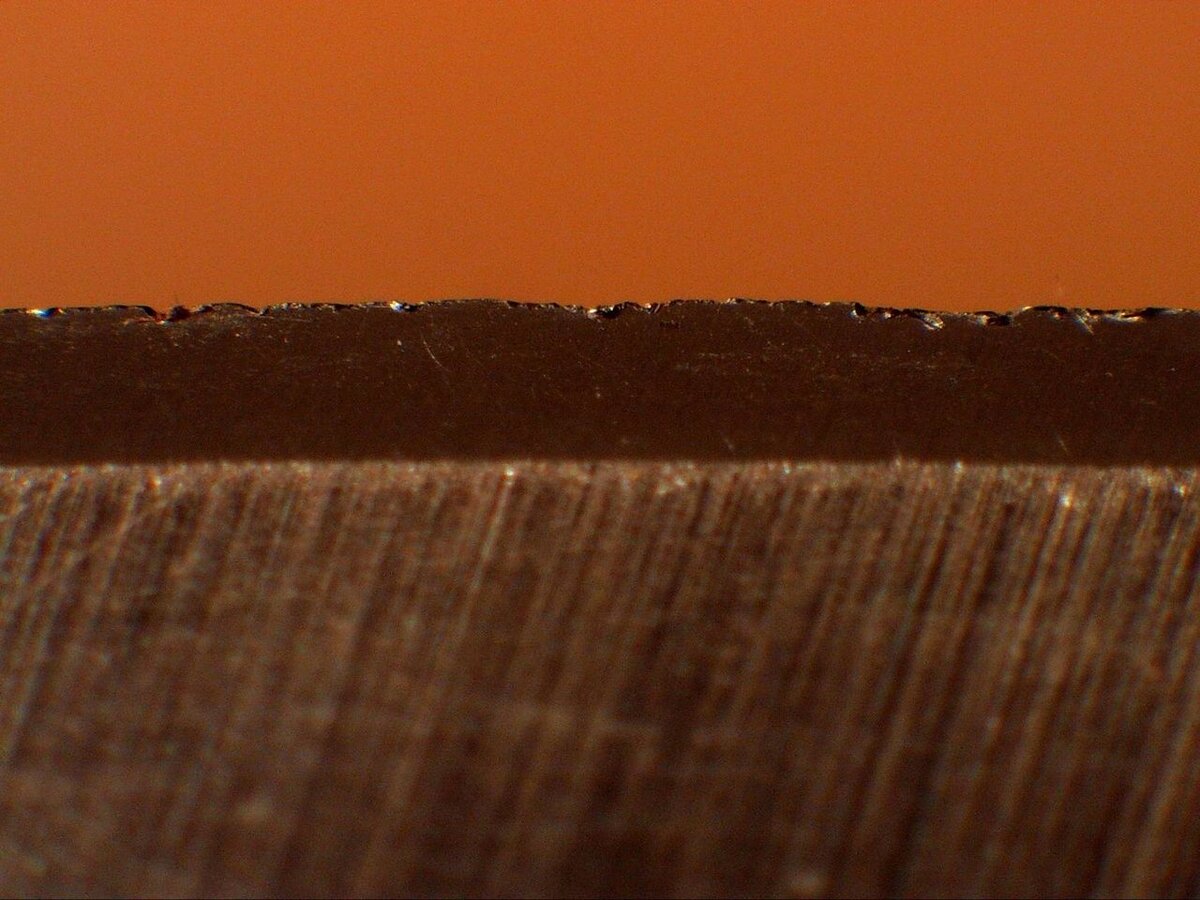
Неровная кромка стального листа вроде бы мелочь. Но мелочь только при условии, что с ней все в порядке. Если на кромках в процессе гильотинирования появляются заусенцы и другие дефекты, их придется дополнительно обрабатывать, а это лишние затраты времени и денег. В борьбе за снижение эксплуатационных издержек значима даже такая «мелочь».

Продольная резка рулонного проката
Линия продольной резки металла предназначена для производства ленточного и штрипсового проката. Он используется в производстве трубопроводов, при монтаже вентиляционного, холодильного и прочего оборудования, в строительстве (различные направляющие, профиль и прочее).
Продольная резка на Деденевском заводе металлоизделий осуществляется так:
- Стальной рулон помещается на автоматизированный ролик разматывателя.
- Устройство продольной резки фиксирует стальной лист в правильном положении и при помощи дисковых ножниц разрезает лист на полосы.
- Электромеханическое подающее устройство обеспечивает плотное натяжение и ровную намотку порезанных полос на ролик наматывателя.
- Готовые рулоны лент и штрипс снимаются с ролика при помощи гидравлической платформы и готовятся к упаковке.
Минимальный размер готовой ленты − 20 мм.
Поперечная резка рулонного проката
Линия поперечной резки металла предназначена для производства листового проката толщиной 0,4−3,5 мм. Листовой металл широко применяется в машино- корабле- и авиастроении, пищевой промышленности, производстве оборудования, строительстве и других отраслях.
Процесс поперечной резки рулонного проката:
- Стальной рулон помещается на автоматизированный ролик разматывателя.
- Подающее устройство фиксирует рулонную ленту и придает ей плоскостность. На этой стадии на поверхность листа наносится защитная пленка.
- Гильотинные ножницы обеспечивают точную рубку стального листа без заусенцев и других деформаций кромки.
- Приемное устройство формирует пачки листов для последующей выгрузки на склад.
Технологические процессы контролируются современными средствами АСУ, которые минимизируют влияние человеческого фактора на качество продукции и соответствие ГОСТу.
Подписывайтесь на канал, если хотите знать о металлургии и металлических изделиях еще больше.
«Прочная сталь — ИМК» — один из ведущих производителей металлопроката и металлических изделий в России. На рынке с 2010 года.
В статье использованы изображения из Яндекс.Картинок и архива «Прочная сталь — ИМК».