Литье выжиманием применяют для получения тонкостенных отливок толщиной 2...5 мм с большими габаритными размерами (до 2500 мм) в основном из алюминиевых, магниевых и медных сплавов.
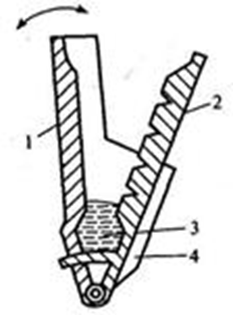
Сближение полуформ приводит к подъему расплава вверх с одновременным образованием корочки твердого металла на стенках полуформ. Скорость поворота рассчитана так, чтобы в момент фиксации подвижной полуформы происходило схватывание корочек. Несмотря на небольшую толщину отливок, направленная снизу вверх кристаллизация обеспечивает их высокую плотность
Непрерывное литье – это способ получения протяженных отливок постоянного поперечного сечения путем непрерывной подачи расплава в форму и вытягивания из нее затвердевшей части отливки. В зависимости от направления вытягивания различают вертикальное и горизонтальное непрерывное литье. Вертикальное литье обычно применяется для получения слитков и труб. При производстве труб в кристаллизатор устанавливают водоохлаждаемый стержень, который формирует внутреннюю поверхность трубы.
