Литьё по газифицируемым моделям — способ получения отливок, использующий модель, изготовленную из материала, который газифицируется при заливке расплавленного металла в литейную форму.
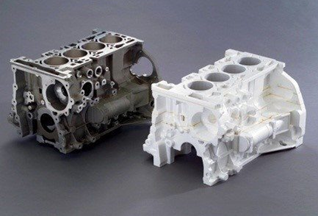
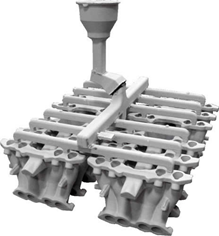
Пенополистирол задувается в пресс-формы и выдерживается до спекания. Затем модели охлаждают, достают и склеивают в группы моделей – кусты. Блок моделей окрашивается противопригарным покрытием и сушат. Затем производят формовку блоков моделей в опоках, засыпая их песком.
Заформованные опоки подаются на заливочный участок. Горячий металл выжигает (газифицирует) полистирол и занимает его место. Выделяющиеся газы отсасываются через слой краски в песок вакуумной системой. Затем отливки охлаждают, отрезают и чистят.
Центробежное литьё используется при получении отливок, имеющих форму тел вращения. Подобные отливки отливаются из чугуна, стали, бронзы и алюминия. При этом расплав заливают в металлическую форму, вращающуюся со скоростью 3000 об/мин.
Центробежным способом можно получить двухслойные заготовки, что достигается поочерёдной заливкой в форму различных сплавов. Кристаллизация расплава в металлической форме под действием центробежной силы обеспечивает получение плотных отливок.
Литьё в оболочковые формы — способ получения фасонных отливок из металлических сплавов в формах, состоящих из смеси песчаных зёрен и термореактивных смол, способных при нагреве плавиться, а затем при повышении температуры необратимо твердеть, образуя с песком прочную оболочку.
При повороте бункера 6 на 180 °С смола, находящаяся в слое смеси, прилегающем к нагретой плите, оплавляется и связывает частицы песка. На модели образуется полутвердая оболочка 8 толщиной 5—15 мм (толщина оболочки зависит от времени контакта нагретой плиты с формовочной смесью).
Принцип литья вакуумным всасыванием состоит в заполнении формы жидким металлом посредством разряжения, создаваемого в ее полости, с последующим охлаждением. Скорость заполнения формы расплавом можно регулировать, изменяя разность между атмосферным давлением и давлением в полости формы. Одна из схем вакуумного литья показана на рисунке.