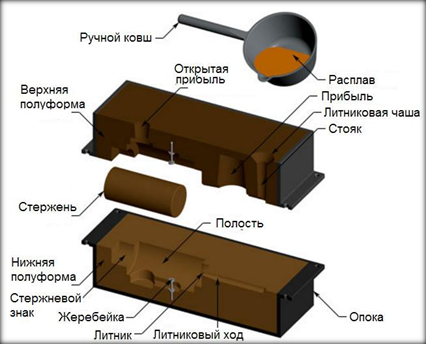
Литьё в песчаные формы — дешёвый, самый грубый, но самый массовый (до 75-80 % по массе получаемых в мире отливок) вид литья. Сначала изготовляется литейная модель (ранее — деревянная, в настоящее время часто используются металлические или пластиковые модели), копирующая будущую деталь. Модель засыпается песком или формовочной смесью (обычно песок и связующее), заполняющей пространство между ней и двумя открытыми ящиками (опоками).

Литьё металлов в кокиль — более качественный способ. Изготавливается кокиль — разборная форма (чаще всего металлическая), в которую производится литьё. После застывания и охлаждения, кокиль раскрывается и из него извлекается изделие. Затем кокиль можно повторно использовать для отливки такой же детали. В отличие от других способов литья в металлические формы (литьё под давлением, центробежное литьё и др.), при литье в кокиль заполнение формы жидким сплавом и его затвердевание происходят без какого-либо внешнего воздействия на жидкий металл, а лишь под действием силы тяжести.
Литьё металлов под давлением — способ изготовления отливок, при котором сплав приобретает форму отливки, быстро заполняя пресс-форму, сплав под высоким давлением от 7 до 700 МПа формируется в нужную форму.
- Первый этап — раскрытие пресс-формы и смазка. Это необходимо для того, чтобы готовая отливка легко отходила от полостей пресс-формы и увеличения срока службы оснастки.
- Второй этап — смыкание пресс-формы.
- Третий этап — рабочий зачерпывает из печи необходимое количество металла и заливает его в горловину поршня.
- Четвертый этап —запрессовка металла. Поршень совершает поступательное движение и закачивает металл в камеру прессования.
- Пятый этап — снятие готового изделия.
Литьё по выплавляемым моделям применяется для изготовления деталей высокой точности и сложной конфигурации, невыполнимых другими методами литья.
На модельный блок наносят суспензию, производят обсыпку и сушат. Так наносят от 6 до 10 слоёв. Из сформировавшейся оболочки выплавляют модельный состав. После сушки и вытопки блок прокаливают для удаления из оболочковой формы веществ способных к газообразованию, после чего оболочки поступают на заливку. Залитый блок охлаждают в термостате или на воздухе.