Здравствуйте уважаемые!
Недавно писал я про компактные ножи "Фиксики". Теперь расскажу как подобный нож сделать самому.
Для начала надо взять нож от фуганка. Он как раз подходящего размера для переделки под компактный фиксик. Размечаем предварительно линию спусков. Их у нас будет три. Два с одной стороны и один выходящий на остриё с другой. Марки стали на подобных ножах бывает разной. Если вам достался российски то твердость будет в пределах 55-58 единиц по шкале Роквелла. На импортных ножах например тайваньского производства 64 единицы.


Кто то скажет что такая сталь хрупкая. Отвечу-нет. Вполне отлично работают по дереву и сучкам твердых пород. И особой хрупкости замечено не было. Тем более нож делать будем компактный и тут высокая твердость будет только в тему. Идеально конечно обрабатывать такую сталь на гриндере. Но подойдет и достаточно мощный наждак.
Наша задача вывести спуски. Верхний спуск будет немного короче. с площадкой под большой палец. Сталь на ноже относится к группе быстрорезов и поэтому меньше боится перекала. Но бадейка с водой у вас всегда должна быть рядом. Лучше чаще макать нож в воду чем испортить её перегревом.
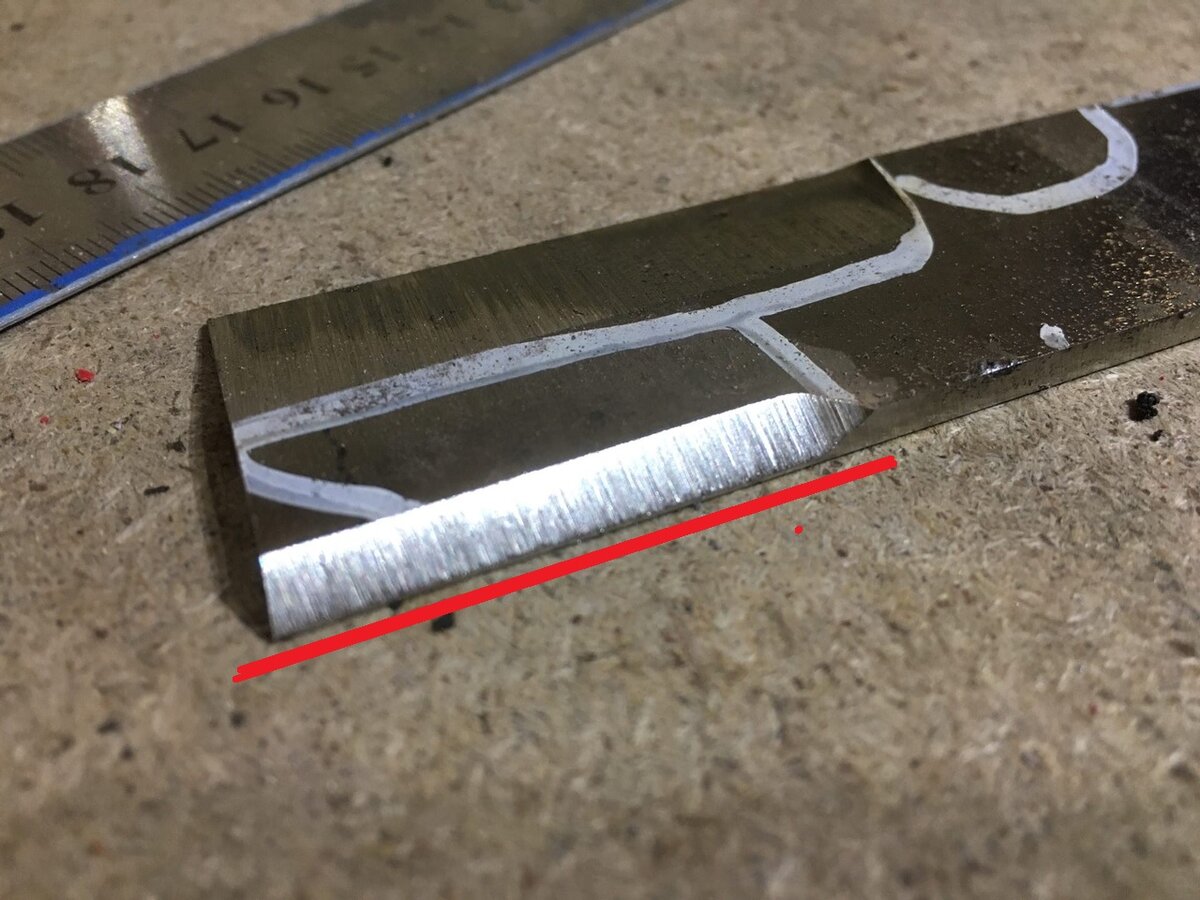
Но чтобы гарантированно не перегреть будущую режущую кромку делаем так. Снимаем под большим углом предварительный спуск. Таким образом мы при формировании основного спуска не будем касаться абразивом будущей кромки и риск сжечь её сокращается в разы. На фото подчёркнуто красным. Напоминаю, что фотографии в галерее можно листать.
Со стороны основного лезвия так делать не обязательно. Там и так есть заводской спуск. Мы его не трогаем. Нож то у нас односторонней, стамесочной заточки. Поэтому при разметке надо учитывать правша вы или левша. Основной спуск для правшей находится с правой стороны клинка.
Ободрав оба спуска переходим на формирование острия ножа. Для этого по максимуму снимаем металл и переходим к третьему спуску. Если посмотреть на нож со стороны обуха этот спуск пересекает первые два под острым углом. Именно поэтому такое странное остриё очень прилично колет. Тут так же делаем предварительные спуски дабы не перегреть две фронтальных кромки. Острие надо макать чаще в воду. Металла остается меньше и он уже не работает как радиатор.
Сейчас настало время формирования подпальцевой выемки. Предварительно обдираю лишнее, а потом перехожу на контуровку. Я это делаю на контуровочной приставке для гриндера. На наждаке конечно так ровно не выйдет. Но вы всегда можете доработать выемку шарошками. Дальнейшую обработку спусков делаю каждый раз лентами с более мелим зерном. Обычно заканчиваю 320 грит.
Настало время для варки, варки заготовки в кофе. Это дает покрытие стали танитином железа. Он отлично защищает сталь от ржавчины. Вот в этой статье я даю полное описание процесса.
Теперь время делать рукоятку. Описываю процесс вкратце. Потому, что мой метод установки пашек на ножи требует отдельной статьи. Плашки вырезаны из толстого АБС пластика. Приклеены к ножу клеем. И для предотвращения отклеивания дополнительно скреплены поперечными пластинками-стяжками. Пазы под них сделаны болгаркой.



Цвет клинка-это не цвета побежалости. Это тот самый танитин.
В двух словах почему так. Да можно просверлить закаленную сталь сверлами по керамике. Но при такой твердости на отверстие может уйти два, а то и три дорогих сверла. Средняя стоимость таких сверл около сотни. Поэтому я придумал другой способ крепления-без сверления отверстий. Так что ждите статью на тему крепления плашек к ножу.
Ну чтож, впереди изготовление ножен. Процесс описан мной тут подробнее. А так обматываем нож малярным скотчем в один слой. Греем пластик и формуем ножны. Полученные половинки склепываем люверсами. Вы можете конечно сделать ножны из кожи.
Осталась заточка. Например вот этой точилкой.
Если вам статья понравилась: делитесь ею в соцсетях и комментируйте!
Ну и как завершающий штрих для разоблачителей и хейтеров)))
Все статьи я пишу после долгого нарко и алкотрипа.
Цель статей: реклама ножей моего производства : Мастерская "Муравей"