К теме качества зубчатых венков и, как следствие, к теме из измерения мы обращались уже неоднократно и будем продолжать обращаться. Потому что правильного ответа на вопрос как правильно измерять параметры зубчатого не существует. Методы и подходы разняться в зависимости от формы детали, серийности, точности и так далее.
Зубоизмерительная машина
Есть универсальное решение – зубоизмерительная машина (ЗИМ). На ЗИМ можно очень точно измерить практически все параметры зубчатого венца. А в результате измерения получить полноценную информацию о технологическом процессе и возможность его в дальнейшем улучшить.

Но как и у любого универсального решения у ЗИМ есть недостаток, если говорить об измерении одной отдельно взятой детали. ЗИМ почти никогда не находится прямо около производственного станка, и всегда измерение на ней занимает минуты, а то и десятки минут. Даже при средней серийности мы не можем надеятся на массовый контроль изделий. Но с одной стороны массовый, а то и тотальный контроль – это пережиток прошлого и пришло время статистического управления процессами и выборочными измерениями. А с другой стороны – есть некоторые виды производств, которые все таки требуют постоянного контроля. В том числе и для управления процессом.
Видео об измерении зубчатых венцов на зубоизмерительной машине MarGear GMX400W фирмы Mahr GmbH. (англ. яз., 2:42 мин.)
Конечно, нет смысла говорить о тотальном контроле зубчатых венцов по всем параметрам. Но человечество давно придумало интегральные показатели. Это то, что позволяет нам судить о качестве зубчатого венца в целом, что определяет его показатели в работе – плавность хода, шумность и тд. К таким показателям относятся в первую очередь размер по шарикам (роликам) и радиальное биение венца. Эти параметры всегда задаются конструкторами и мы можем быть относительно спокойны за качество изделия в целом, если этот параметр в допуске. Если же не так, то надо изучать деталь досконально (измерять погрешность профиля, шага, направления их тд) и искать причины возникновения погрешностей (станок, приспособление, инструмент и тд).
Для этой задачи есть отличное решение. Мы очень коротко поговорим о пристаночных приспособлениях. Решение достаточно известное уже много лет, но в современном мире оно нашло себе место несмотря на многочисленные технологические изменения. Вернее, целое семейство решений.
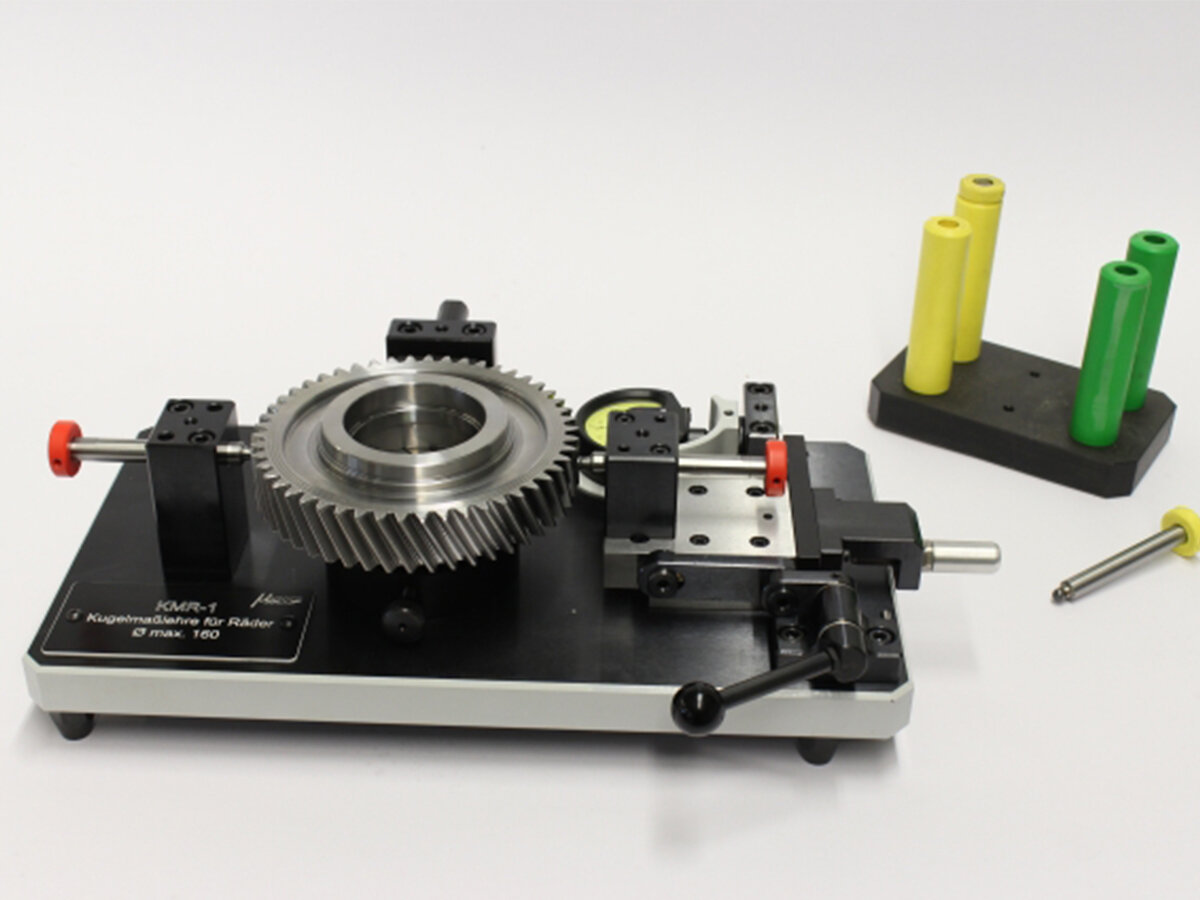
Приспособление для контроля размера по шарикам (роликам)
Приспособление гибкое и переналаживаемое. Причём время переналадки занимает несколько минут – достаточно поменять центральную оправку (она быстросменная, на байонетном замке и центрирующими шариками для обеспечения точности базирования), установить новые щупы (шарики) и откалибровать приспособление по эталону (Мастер-колесу). На все про все понадобится действительно несколько минут. Конечно, у приспособления есть некоторые переделы переналадки, но это вполне соответствует возможностям зубообрабтыващих станков.
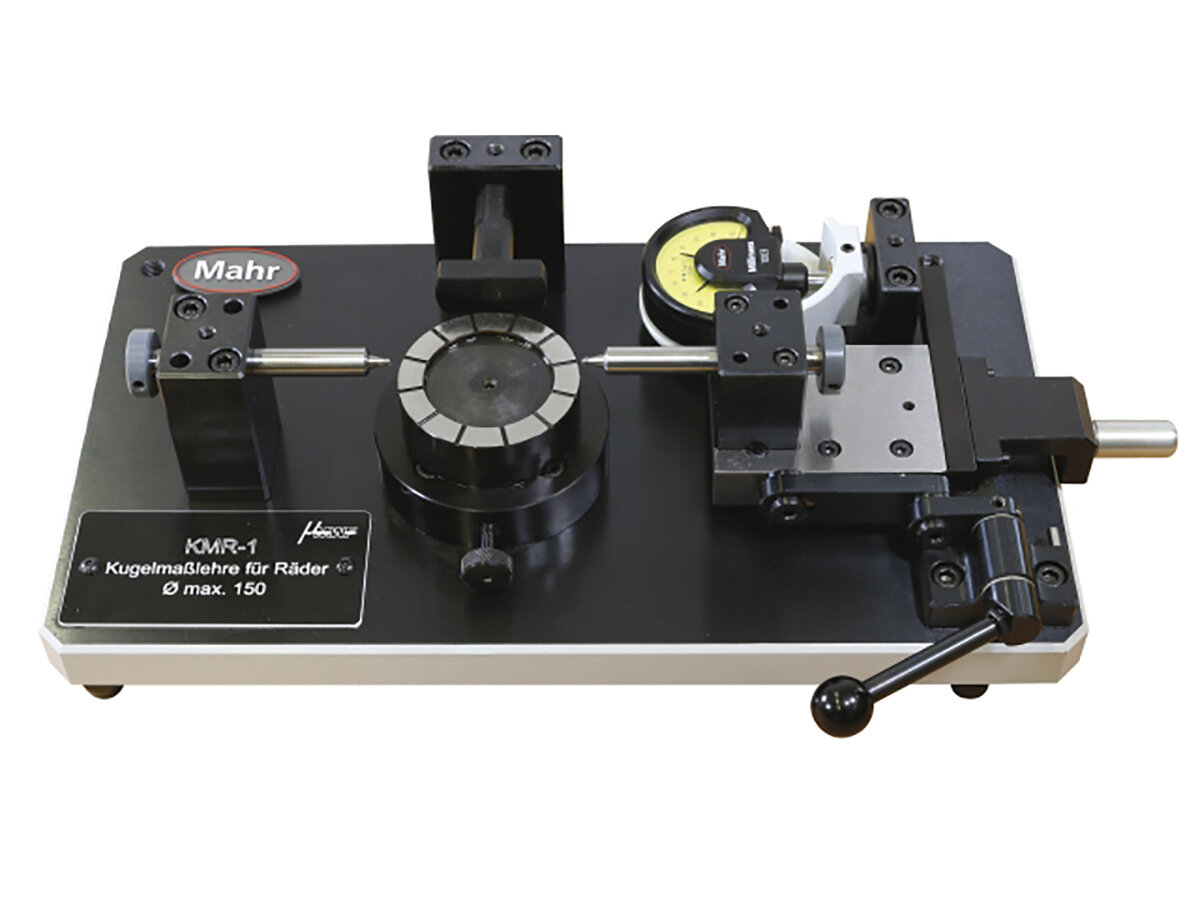
В качестве измерительного элемента могут быть, например, индикаторы часового типа как аналоговые, так и цифровые, могут быть индуктивные щупы с выводом данных на измерительный компьютер. В любом случае мы крайне рекомендуем использовать вариант с передачей цифровых значений. Сохранение, визуализация и последующая обработка данных измерений позволит вам создать у себя реальное управление качеством на производстве. На базе тех самых статистических методов управления качеством.
Приспособление для измерения валов
Для валов также есть решение по околостаночному приспособлению, в том числе и для валов с несколькими зубчатыми венцами. Причём конструкция вала (а именно центровочные отверстия, которые есть почти всегда) даёт нам еще одно неоспоримое преимущество. Ровно в этом же приспособлении мы моем также измерить и величину радиального биения, и все диаметральные размеры (шеек валов). Фактически, все что нам надо знать о вале мы узнаём за считанные секунды прямо около станка.
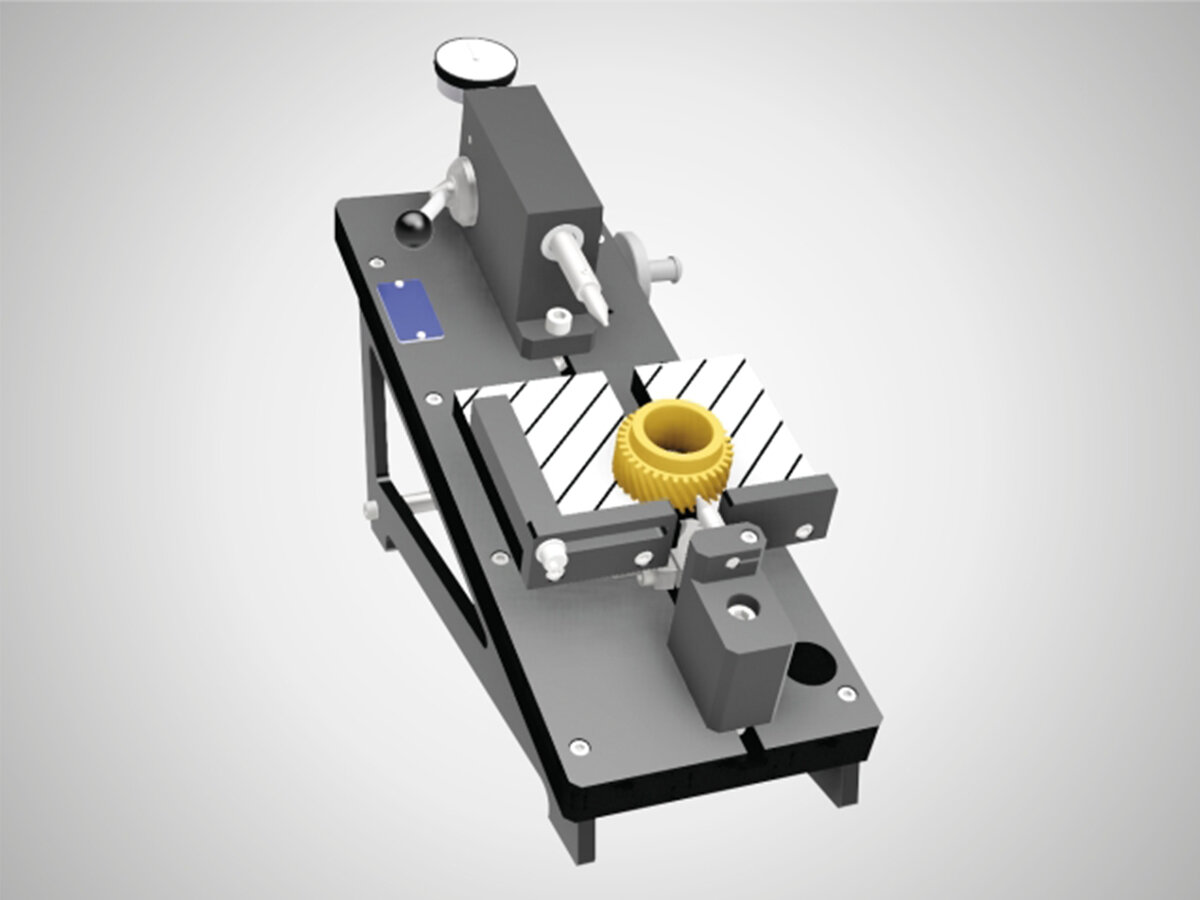
Но радиальное биение нас интересует не только у валов, но и у шестерен тоже. Для этой цели еще одно очень простое и элегантное приспособление – RLV.
Линейные размеры, толщина ступицы, радиальное и торцевое биение – все в одном. Само собой - быстросменная оправка, калибровка по мастердетали и готово. Достаточно пальцем провернуть деталь в приспособление и с десяток необходимых параметров будут сохранены в памяти измерительного компьютера.
Видео про приспособления MWF
Видео 1. Автоматизированное измерение головки блока цилиндров.
Видео 2. Автоматизированные решения для измерения деталей.
Хватит ли перечисленных приспособлений для идеального оснащения рабочего места в цехе зубообработки? Или еще кое что нужно? Ну, по-хорошему, набор ручных средств измерений. Таких как трехточечные нутромер для измерения диаметра посадочных отверстий, микрометр с тарельчатыми губками для размера общей нормали и так далее. Если у вас на валах есть шлицевые соединения, то, пожалуй, вам не обойтись без соответствующих калибров. Но о ручных средствах измерений, также как и измерительных системах – альтернативах зубоизмерительным машинам мы будем писать еще неоднократно.
------
Напишите в комментариях, какими средствами измерения вы пользуетесь для контроля параметров зубчатых колес?
------
Что еще почитать про измерения деталей:
Цифровые высотомеры Digimar – современная альтернатива КИМ. Как измерять дешевле и быстрее.