Всех приветствую на своем канале!
В этой статье поговорим о программе Candle, о ее функциях и как ее связать со станком.
И так, что бы потом не возникло лишних вопросов в голове и недопонимая самого процесса, начнем самого начала.
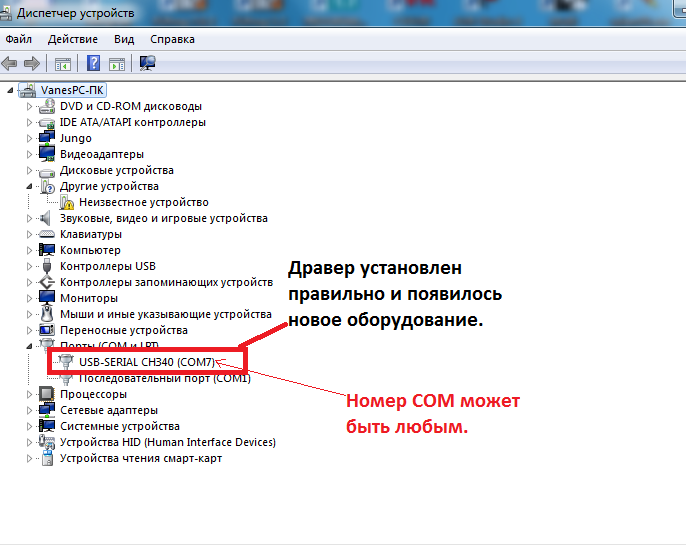
Включаем станок в сеть, на плате контроллера станка нажимаем кнопку питания. Далее подключаем наш станок к компьютеру по средством USB-кабеля идущего в комплекте со станком. После чего нужно установить драйвера, они так же идут в комплекте. Убеждаемся что все в порядке, драйвер установлен:
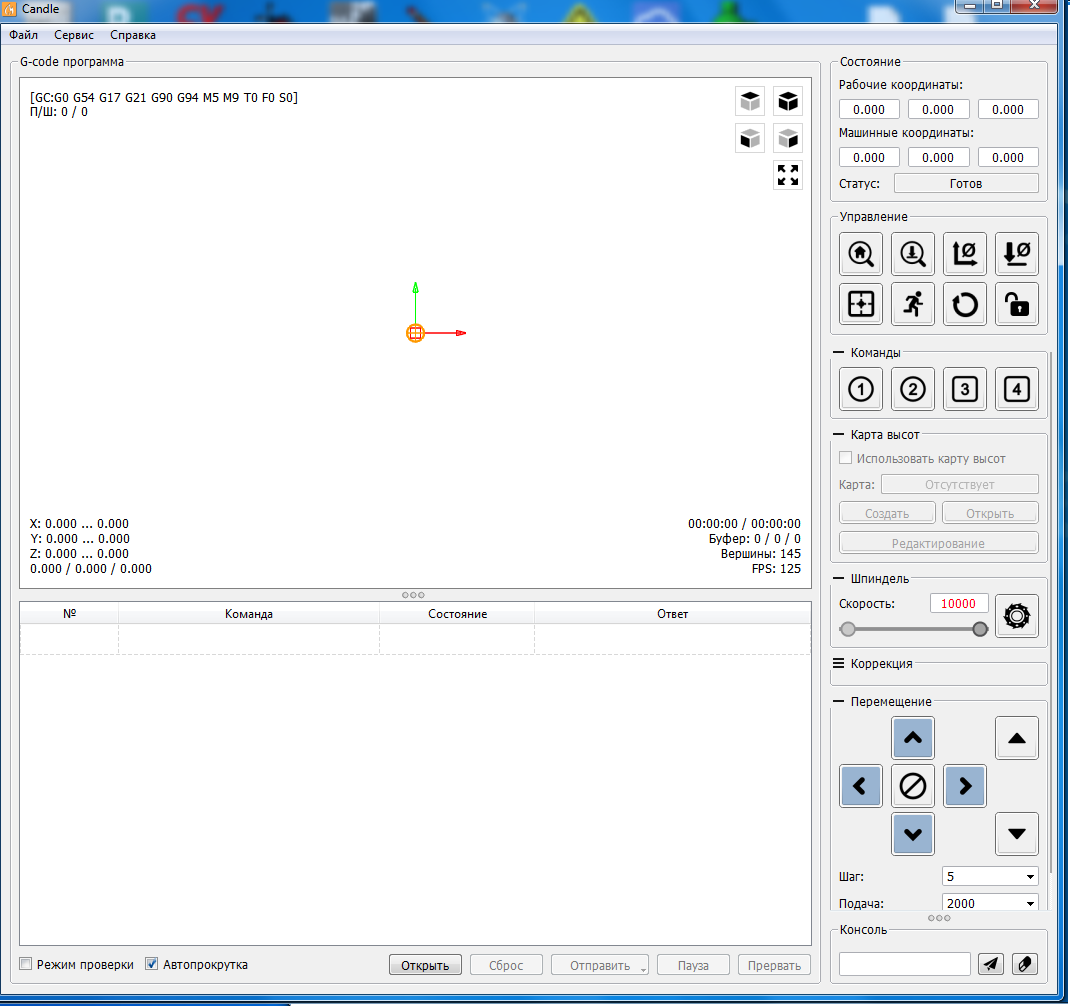
Открываем программу Candle, о ней я говорил в стате "Мой рецепт фрезеровки печатной платы на CNC 3018. ч.1", и видим вот такое окно программы:
Далее нужно указать COM-порт к которому подключен наш станок. В верхней строке программы, в левом углу ищем пункт меню "Сервис", нажимаем на него, появляется пункт "Настройки" кликаем по нему мышкой и попадаем в окно настроек программы.
Выбираем номер COM-порта такой же как и указанный при установке драйверов. В моем случае COM7, скорость должна быть 115200, если другая выбираем из выпадающего списка нужную нам. Далее ставим галочку если ее нет на против пунка "Перемещение по "Восстановить СК в :"" - Пространстве, эта настройка позволяет вернуть фрезу в заданное нулевое положение в пространстве. Далее нажимаем "ОК" и если все сделано правильно то станок издаст не громкий звук дернувшихся шаговых двигателей и на панели "Состояние" появится напротив надписи Статус: сообщение "Готов".
Интерфейс данной программы очень простой, при наведении курсора мыши на кнопку появляются подсказки в виде названия команды, разобраться новичку не составит ни какого труда.
Панель с названием "Состояние" отображает текущий статус станка, и два вида координат. Когда станок выполняет работу статус может меняться, меняется название и фон.
Что касается координат, то их тут два вида, одни машинные координаты другие рабочие.
Машинные координаты - это координаты которые программа считывает со всех шаговых двигателей во время использования станка. После того как вы включили станок, запустили Candle, установилась связь со станком, в каком бы положении не были бы стол и шпиндель, программа при подключении к нему примет эти положения за нулевые. По этому машинные координаты будут равны нулю при каждом запуске программы.
Как видно на фото положение стола и шпинделя мотора находится в свободном положении, но после запуска программа Candle приняла это положение за 0.
Рабочие координаты - тоже считываются с шаговых двигателей но их можно обнулять специальными кнопка, выставив станок после в включения в нужное нам положение и обнулив их приняв за начало всех координат, в это же время машинные координаты будут показывать перемещения по осям относительно того положення в котором был станок при включении.
Важный момент ! При гравировке на станке, управляющая программа он же G-код, за нулевое положение принимает "Рабочие координаты", все перемещение будут начинаться относительно нуля рабочих координат. Т.е. что бы фреза начала работу в нужной нам точке, сначала мы эту точку указываем в программе которая подготавливает рисунок печатной платы, а потом закрепив стеклотекстолит на рабочем столе станка, подводим фрезу в нужно нам положение и обнуляем "Рабочие координаты". Далее по ходу статьи этот момент станет более понятным.
Панель "Управление":
- "Домой" - автоматически выставляет станок в крайние, так скажем нулевые положения по всем трем осям, но работает в том случае если в настройках программы эта функция включена и на станок дополнительно установлены специальные концевые выключатели. У меня их нет и эта кнопка у меня не активна.
- "Z-щуп" - очень полезная функция в этой программе. Если обрабатываемая поверхность детали, как в нашем случае печатная плата, проводит электричество. Позволяет автоматически опустить ось Z максимально близко к обрабатываемой поверхности и выставить в таком положении ноль оси Z. Для этого на плате контроллера предусмотрены специальные контакты подписанные А5:
- "Обнулить XY" - нажав на эту кнопку мы обнуляем координаты перемещения по осям X и Y. После обнуления этих координат станок будет отталкивать от этого положения на плоскости, принимая его за ноль и при запуске программы фрезеровки начнет свою работу именно с этой точки.
- "Обнулить Z" - Данная команда обнуляет положение фрезы по оси Z, назначение такое же как и у кнопки "Обнулить XY" .
- "Восстановить СК" - Данная команда возвращает положение станка в нулевое положение "Рабочих координат". Это очень удобная и нужная функция. После завершении выполнения G-кода (например гравировали дорожки), станок поднимает фрезу и останавливается в том месте где закончилась программа обработки, что бы не сбиться в координатах и продолжать выполнять следующие операции (сверловка, обрезка) используем эту команду.
- "Безопасное положение" - данная команда поднимает ось-Z в нулевое положение "Машинных координат", не путаем с "Рабочими координатами".
- "Сброс" - возвращает значения "Машинных координат" в "Рабочие" после их обнуления. Т.е. когда вы поставили в ноль "Рабочие координаты" относительно машинных, этой кнопкой можно сбросить обнуление и рабочие координаты станут такими же как и машинные. Так же во время работы станка выполняет аварийный стоп если что пошло не так. При этом появится соответствующее сообщение:
- "Разблокировать" - при нештатных ситуациях станок может выполнить аварийную остановку, появится сообщение в поле статус "Тревога" и заблокировать управления над собой, т.е. кнопки управления будут не активны. Нажав на кнопку "Разблокировать " мы возвращаем контроль над станком, сообщение "Тревога" сменится на "Готов"
С этой панелью разобрались переходим к следующей.
Панель "Команды"
На данной панели данные кнопки служат для того что им присвоить выполнении каких либо операций станком. Используя G-код, можно каждой кнопке в ручную задать те или иные команды, и когда вы нажмете на соответствующую кнопку станко их выполнит. Что бы их настроить заходим в меню "Сервис" - > "Настройки" и опускаемся до вот аткого раздела:
Я этими кнопка не пользуюсь, команды да и много полезной информации для данного станка можно нати на данном форуме.
Панель "Карта высот"
Данная функция может быть использована если обрабатываемая поверхность проводит электричество и нужно снять очень тонкий слой с поверхности. При гравировке печатной платы есть такой не приятный момент как кривизна нашего текстолита, не всегда он идеально ровный по плоскости. Что бы станок проходил на заданной (около 0,05 мм) глубине по всей поверхности равномерно без пропусков, мы будем создавать карту высот нашей заготовки и при гравировке дорожек будем ее использовать. Станок используя карту высот будет корректировать глубину погружения фрезы. Более подробно как ее создавать и использовать будет в следующей, финальной статье, так как рассказывать придется много. Теперь мы знаем что эта функция есть и она нам очень будет нужна.
Панель "Шпиндель"
Данная панель позволяет в ручную включить шпиндель мотора, посмотреть правильно ли мы установили фрезу, нет ли биений. Та же перемещая ползунок можно менять обороты, честно сказать они здесь указываются условно и плавной регулировки их я не заметил. В каком бы положении не был бы ползунок оборотов после выключения мотора, это ни как не скажется при выполнении программы обработки поверхности. Ранее сгенерированные файлы с G-кодом уже в себе несет данные о оборотах шпинделя во время гравировки нашей платы.
Панель "Перемещение"
При помощи кнопок на данной панели можно в ручную перемещать фрезу и стол. Кнопки Z+, Z-, X-, X+ перемещаю фрезу, Y+, Y- перемещают стол.
Пункт "Шаг:" - позволяет задать на какое расстояние мм. переместится фреза если один раз нажать на кнопку перемещения по выбранному из шести направлений. Если в пункте из выпадающего меню выбрать "Непрерывно" то перемещение будет до тех пор пока вы держите кнопку нажатой.
Пункт "Подача" - задает скорость перемещения в мм/мин. Чем больше это значение тем быстрее станок двигает столом или фрезой.
Кнопкой "Стоп" можно остановит перемещение в том или ином направлении.
Нужно быть предельно осторожным при ручном управлении!
Если поставить большую скорость перемещения (подача) и шаг, то можно не успеть среагировать и нажать на кнопку "СТОП". Станок будет выполнять команду до тех пор пока шаговые двигатели не пройдут все шаги задания, и может упереться в одно из крайних положений не закончив движение, что крайне нежелательно и может привести к поломке элементов направляющих осей или фрезы. Если перемещение будет идти вниз по оси Z, фреза упрется в стол и под действием силы шагового двигателя поломается.
Для грубого позиционирования фрезы на плоскости XY я ставлю Шаг: Непрерывно, Подача: 1000. Потом меняю эти значение на Шаг: 1, Подача: 100, для более точной подгонки.
Для позиционирования фрезы по оси Z в начале: Шаг: 1, Подача: 100.
Как только до поверхности остается около 2-3мм. подгоняю фрезу к поверхности Шаг:0,1, затем более точно Шаг:0,01.
Это были лично мои рекомендации, Вы же можете делать как вам удобней.
Все эти настройки действую только на ручное управление, во время гравировки у станка свои значения из файла с G-кодом.
С ручным управлением мы разобрались, теперь познакомимся с рабочим полем программы.
Панель "G-code программа"
На картинке выше я описал каждый элемент этой панели. Теперь подробно о каждом из них.
Кнопки изменения вида позволяют просмотреть контур который будет вырезан фрезой под разными углами. Наведя курсор мыши на контуры дорожек и после зажав левую кнопку мыши можно свободно повращать изображение в трех плоскостях. Колесиком мыши можно приблизить или отдалить это изображение. Ниже идет окно в котором отображаются номера команд, сами команды и их статус выполнения. Если файл с G-кодом только загружен и не отправлен на выполнение, то статус у всех команд будет "В очереди", после отправки их на станок и успешном выполнении надпись сменится на "ок" либо "error" если команда не была распознана станком.
В самом низу панели слева есть два пункта настроек которые можно включить или выключит соответственно поставив или сняв галочки :
"Автопрокрутка" - автоматически двигает список команд во время работы станка, отображая какая команда на данный момент выполняется.
"Режим проверки" - данный режим позволяет в программе выполнить симуляцию прохода фрезы по заданному контуру. Для этого ставим галочку напротив этого пункта и нажимаем кнопку "Отправить" и смотрим как должен работать наш станок.
Кнопкой "Прервать" останавливаем режим симуляции.
Далее внизу панели есть несколько кнопок:
Кнопка "Открыть" вызывает диалоговое окно в котором находим и выбираем наш файла с G-кодом фрезеровки печатной платы и нажимаем "Открыть".
Кнопка "Сброс" - после того как вы по определенным причинам прервали работу станка, данная кнопка сбрасывает все ранее выполненные операции со статусом "ok" в статус "В очереди", при этом осуществляется переход к операции с которой начинается движение фрезы по поверхности, т.е. если после кнопки "Сброс" нажать кнопку "Отправить" станок начне выполнять все операции с начала но не с нулевого положения фрезы (с первой строчки программы), а с точки входа фрезы в плату которая отмечается программой красным цветом (в данном случае строка номер 25):
Учитывайте этот факт при работе сос танком. Что бы станок начал выполнение задания с нулевого положения фрезы, нужно нажать кнопку "Восстановить СК", фреза примет нулевое положение, после чего нажать кнопку "Отправить" и вот теперь станок начнет выполнять все операции с самого начала.
Кнопка "Отправить" - данная кнопка запускает загруженный файл печатной платы на исполнение. После того как вы открыли файл с фрезеровкой дорожек, выставили фрезу в нулевое положение нажимаем "Отправить" и станок начинает свою работу.
"Пауза" - станет активной для нажатия тогда, когда станок начнет свою работу, позволяет приостановить фрезеровку, при этом шпиндель мотора остается включенным. Повторное нажатие на эту кнопку возобновляет работу станка.
"Прервать" - останавливает работу станка полностью, фреза остается на то месте и в том положении где находилась до нажатия на кнопки "Прервать".
Наиболее значимые моменты я рассказал, на этом предлагаю окончить повествование. Благодарю всех кто дочитал статью до конца, ставим "пальцы вверх" кому понравилось.
Следующая статья будет финальной в этой серии статей про CNC3018, в ней уже будет описан сам процесс фрезеровки печатной платы.
Мой рецепт фрезеровки печатной платы на CNC 3018. (ФИНАЛ)
До скорой встречи!