
Согласно исследованию Marketwatch, в 2020 году компания PERCo вошла в тройку лидеров производства мирового рынка турникетов. В рейтинге, состоящем из 20 компаний, PERCo является единственным российским брендом. Продукция компании сегодня экспортируются в 91 страну мира.
Качество продукции PERCo обеспечивает высокотехнологичное производство, оснащенное самым современным оборудованием ведущих мировых производителей. При выборе оборудования важную роль играют условия труда для рабочих: экологичность, низкий уровень шума, наличие защиты от травм.
На заводе компании в Пскове происходит полный цикл производства оборудования PERCo: изготовление электронных изделий с применением SMT-монтажа печатных плат, подготовка деталей на токарно-фрезерных обрабатывающих центрах, оснащенных числовым программным управлением (ЧПУ), вырубка и гибка корпусов на прессах, подготовка к окрашиванию специальным роботом-манипулятором, окраска и сборка продукции, ресурсные испытания, упаковка и складское хранение.
Производство электронных плат
На участке SMT -монтажа производят электронные изделия. SMT-монтаж является самой передовой технологией производства плат, отвечающих за управление оборудованием. Процесс полностью автоматизирован.
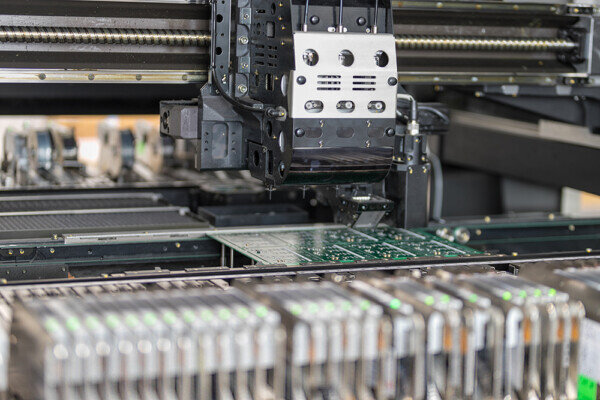
Ключевое отличие SMT-монтажа от других способов заключается в том, что при SMT-монтаже компоненты монтируются на поверхность платы, а не в ее отверстия. На платы при помощи трафарета наносится термоклей, мелкие элементы располагаются на бобинах, и система расставляет их согласно определенной программе. После этого плата загружается в специальную печь, где происходит процесс пайки. После оплавления термопасты из печи выходит уже готовая плата. Такие технологии позволяют сократить трудозатраты более чем в 70 раз – в сравнении с ручной пайкой. При ручной пайке на изготовление одной платы уходит 4,5 часа, при SMT-монтаже – всего 3 минуты.
Металлообработка
Изготовление деталей исполнительных устройств начинается с нарезки заготовок. Этот процесс на заводе осуществляют ленточнопильные станки. Пила нарезает заготовки будущих деталей для турникетов.
Затем болванки поступают в механический цех. На токарно-фрезерных станках, оснащенных числовым программным управлением (ЧПУ), вытачивается нужная форма. Точность позиционирования данного оборудования достигает одного микрона, что обеспечивает высокую точность и беззазорность при производстве деталей. Пятикоординатный вертикально-обрабатывающий центр Matsuura вытачивает детали сложной формы для скоростных проходов, триподов и других моделей турникетов.
В цехе листовой металлообработки проводится раскрой металлических листов для корпусов изделий. Координатно-вырубные прессы с ЧПУ AMADA и TRUMPF оборудованы специальной системой безопасности. Из стоек пресса идет инфракрасный луч, и, если кто-то его пересекает, пресс автоматически отключается. Раскроенные на вырубных прессах детали поступают на листогибочные прессы с ЧПУ AMADA, которые сгибают заготовки под нужным углом, обеспечивая точность до 10 микрон.
На установке лазерной резки металла происходит обработка труб и металлических листов толщиной до 16 мм. Высокотехнологичный станок повышает производительность труда и коэффициент использования металла.
Детали из алюминия (например, для полноростовых турникетов) свариваются аргонно-дуговой сваркой. Алюминий используется для изделий, работающих на открытом воздухе, так как данный материал не подвержен коррозии.
После сборки и сварки элементов корпус изделия готов к покраске.
Подготовка к окраске и окраска
Первый этап покраски — подготовка поверхности. Для этого на заводе установлена специальная линия, состоящая из семи ванн с реагентами и сушильной камеры. Робот-манипулятор опускает корпуса в каждую ванну и поднимает их. Изделия проходят промывку, обезжиривание и получают защиту от коррозии.
Для подготовки изделий к покраске используются технология и препараты от компании Henkel, позволяющие на одной линии производить подготовку поверхности изделий как из черного металла, так и из алюминиевых сплавов. Для создания конверсионного слоя используется препарат Bonderite МNT-1, позволяющий получить покрытие толщиной 50 нм (0,05 микрона). Линия работает в автоматическом режиме, что минимизирует возможность нарушения технологического процесса. Ежедневно производится анализ химического состава рабочих растворов и чистоты промывочной воды. Стальные детали проходят до сушки 6 стадий обработки, алюминиевые – 9 стадий.
Для защиты от атмосферной коррозии и придания эстетичного вида изделия окрашиваются экологически безопасной порошковой краской. В производстве продукции PERCo используются швейцарские архитектурные краски компании IGP, предназначенные для многолетней эксплуатации на открытом воздухе.
Для порошковой окраски используется электростатический метод (металл электризуется плюсом, краска — минусом), благодаря которому краска ложится ровно.
После нанесения полимерного порошкового покрытия изделия на 2 часа поступают в специальную печь, где покрытие запекается и приобретает свои защитные свойства.
Гарантия качества
Перед запуском серийного производства новые устройства проходят ресурсные и климатические испытания, испытания на электробезопасность электромагнитную совместимость, виброустойчивость, пожарную безопасность. Специальная автоматическая установка проверяет работу скоростных проходов 24 часа в сутки, пока не достигнет 5 миллионов срабатываний.
Все товары имеют подтверждение соответствия требованиям безопасности российских и общеевропейских ЕС стандартов. Наиболее передовые технологии производства и строгий контроль качества позволяют компании предоставлять самый длительный в сегменте рынка срок гарантии - 5 лет.