
На днях, ко мне обратился знакомый, который занимается изготовлением мебели и попросил изготовить основание под столешницу. Металл на пару с деревом сейчас довольно распространённый вариант среди частных заказов, а называется этот стиль - "Loft".
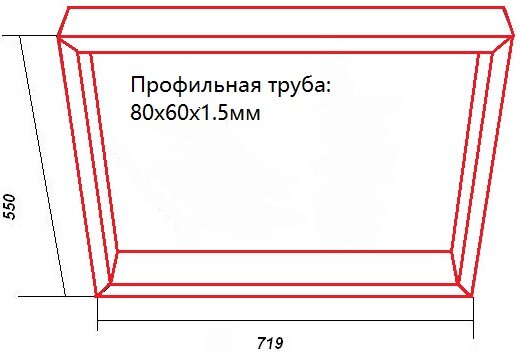
На фото выше - техническое задание, которое я получил. Как видно, заказчик захотел сделать скрытые кольцевые соединения труб с резом торцов под 45°, а также пожелал зачистить все сварные швы, за исключением внутренних.
Кроме столешниц и прочих атрибутов мебели, таким же образом изготавливаются рамы под различные входные и технические двери.
Работа несложная, однако имеет множество подводных камней и уверен начинающим будет что почерпнуть полезного и научиться качественно изготавливать подобные рамы - самую настоящую нестареющую классику. Предлагаю детально разобраться на примере данной работы!
Разметка профильной трубы и рез под 45°:
Первое, что необходимо сделать - это ровно нарезать наш профиль. Режем строго по заданным размерам и укладываем прямоугольником (или квадратом в другом варианте) на ровной поверхности вот таким образом:
На этом этапе у новичков, конечно, сложится закономерный вопрос: как ровно и быстро отрезать торцы труб, чтобы соединить их ровно под 90°❓
На самом деле тут всё очень очень просто и не требует каки-то долгих замеров, специальных станин для болгарки и прочего лишнего арсенала. Всё что Вам нужно - это линейка с маркером и "болгарка" с отрезным кругом:
Как видно на предыдущих фотографиях, я состыковал трубы таким образом, чтобы они образовали прямые углы (90 градусов), а торцы внутренних труб стали вровень с окончанием внешних. Таким образом, соединяя линейкой противоположные уголки обеих труб, мы получаем идеальную гипотенузу - это и будет линия нашего реза и будущего соединения.
Далее, убрав трубу в сторону, делаем глубокий рез болгаркой прямо по этой самой линии - сверху вниз под прямым углом:
На фото Выше показано, что нам необходимо срезать уголочек от нашего незаконченного реза, который будет служить в качестве лекала к разметке всех остальных торцов труб. Такая небольшая хитрость сэкономит Вам кучу времени и позволит сделать точную разметку!
Советую сделать разметку с помощью этого уголка полностью на одной стороне по периметру рамы, затем всё отпилить по разметке и уже приниматься за вторую сторону. Это нужно для того, чтобы Вы случайно не запутались и не отрезали не так как нужно, по собственной рассеянности (со сной бывает частенько:)).
Если Вы подумали, что на этом дело сделано, то я могу сказать, что мы проделали лишь 50% работы и важные нюансы всё ещё впереди. Продолжим!
Подготовка к сварке:
После удачного и быстрого нарезания торцов труб - самое время их собрать во едино для сварки. Для этого нам также понадобится всё та же ровная поверхность и рулетка:
Как видно на фото выше, все срезанные углы отлично соединились вместе и я подкрепил их прямоугольными монтажными магнитами, однако их наличие у Вас под ругой совсем необязательно - плоские стенки трубы и так отлично становятся на ровной поверхности.
Что действительно обязательно и хорошо знает любой опытный сварщик или слесарь - так это ПРОВЕРКА ДИАГОНАЛЕЙ и я не даром выделил это словосочетание заглавными буквами.
Чтобы прямоугольная (или квадратная) рама не получилась кривой, стремясь выполнить фигуру ромба, Вам необходимо выставить одинаковую длину диагоналей. По простому: измерить рулеткой крест-накрест, от кончика до кончика раму и добиться одинаковой длинны обоих диагоналей. Выставляя "на глаз" и даже используя подобные магниты, Вы с огромной долей вероятности можете досадно ошибиться.
Сварка
Теперь можно доставать "держак" с электродами или брать в руки горелку "полуавтомата" и начинать делать прихватки:
После прихваток на одной стороне, нужно аккуратно перевернуть рамку и проверить все контрольные размеры на другой, потому-что обратная сторона может "сидеть" не совсем ровно.
После довариваем необходимые прихватки и снова сверяем диагонали, ведь после прихваток конструкцию могло повести.
Поверьте - глупее всего экономить время на проверке контрольных размеров, поэтому не поленитесь! "Сто раз отмерь, 50 раз прихвати и один раз завари!" :)
Как правильно сваривать? Тут есть определённый классические нюансы, которые может не учесть новичок и пренебрегать которыми НИ В КОЕМ СЛУЧАЕ НЕЛЬЗЯ!
Профильная труба для таких работ, как правило, выбирается с тонкой стенкой, да и в моём примере стенка также не толстая - всего полтора миллиметра.
Сварочные швы при застывании, могут существенно "повести" в сторону основной металл и поэтому, если Вы не хотите по итогу получить из ровной рамки пропеллер Карлсона - сварку нужно производить ПО ДИАГОНАЛИ (крест - накрест).
Начинать лучше всего с внешних угловых швов, один из которых я показал на фото выше, а затем перевернуть рамку и сварить противоположный по диагонали угол и так далее. Да! Ворочать и кантовать рамку туда сюда придётся много раз, но это важный момент, который отразится на результате.
К сварке внутренних угловых соединений (выше на фото) следует приступать после сварки внешних, а затем сваривать все остальные швы (в стык) - также "крест-накрест" (по диагонали).
Соединения скорее всего будут иметь небольшие зазоры в отдельных местах, что хорошо и плохо одновременно. Хорошо то, что шов с зазором получит обратный валик и будет крайне крепким, а плохо то, что если Вы забыли сваривать по правилу диагоналей - изделие значительно погнётся при остывании. Поэтому ещё раз заостряю на этом ваше внимание!
Советую сваривать все швы на таком тонком металле - с отрывом дуги. Об этом, а также о лучшем и простом способе зачистки сварных швов - Вы можете прочесть и даже посмотреть видео в статье по этой ссылке. <-<-
*Правильный метод сварки с отрывом дуги, который я описал в этой статье, также подойдёт и для обычной ручной дуговой сварки электродом - принцип один и тот же.
Смело применяйте полученные советы и экономьте на том, что под силу выполнить самостоятельно. Желаю успехов в работе! 🙏С Уважением E.W.