Здравствуйте. Вы читаете второй выпуск рассылки Григория Ситнина об увеличении прибыли в уже прибыльных компаниях.
Суть Теории Ограничений Систем
Знакома ли вам ситуация, когда сделать нужно существенно больше, чем у вас есть времени и сил?
Если да, поздравляю! Вы — типичное узкое место, стопорящее производительность всего бизнеса. А где узко, там — как известно — и рвётся.
Источник
Теорию Ограничений Систем (ТОС) описал Элияху Голдратт. Раз вы читаете эту часть письма, скорее всего, вы не читали его книг "Цель", "Цель-2" и "Цепь". Настоятельно рекомендую. Они написаны в жанре "бизнес-романа", хорошо переведены и читаются легко. Однако, описывают очень серьёзную проблему.
Основной постулат ТОС гласит "производительность системы равна производительности самой слабой её части". Это одинаково справедливо как для конвейера на заводе, так и для любых процессов вообще. Включая бизнес-процессы в вашей компании.
Проведём эксперимент
Представьте себе производственный процесс, состоящий из 8 стадий. В интересах простоты и наглядности, я буду считать, что это простой конвейер. Однако, вы можете думать, что рассказ ведётся о людях, а не станках. А "заготовки" — количество задач, которые предстоит выполнить каждому работнику.
Изначальная ситуация простая: на вход конвейеру поступает 15 заготовок для детали, которую нужно получить на выходе. Чему равна производительность линии? Всего-то 4-м деталям за единицу времени. То есть, в недрах самой линии теряется почти 3/4 мощности.
В соответствии с теорией ограничений, нужно найти "узкое место". Логично предположить, что около самого узкого места мы всегда встретим так называемый "завал" — не влезающие в этот станок заготовки.
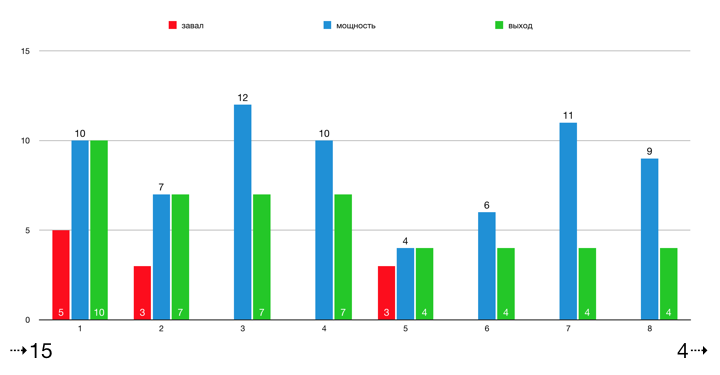
На иллюстрации синие столбцы выражают максимальную производительность станка, зелёные — выход конкретного станка, а красные — величину завала.
Самая аховая ситуация у самого первого станка. Получает 15 заготовок, а выдаёт всего 10. Величина завала — 5 деталей. Треть всей мощности! Срочно оптимизируем!
Смотрим на "выхлоп". Упс. Как было 4 детали, так и осталось. Почему это произошло?
Дело в том, что неправильно руководствоваться только величиной завала. Нам же нужна производительность всей системы в целом. Значит, нужно напрячь наши блестящие аналитические способности и среди всех "бутылочных горлышек" (другое название "узкого места") найти то, воздействие на которое приведёт к увеличению пропускной способности всей линии. А оно строго одно, так как при воздействии на другие либо станку не приходит больше работы, либо после некому будет обрабатывать всё накопленное.
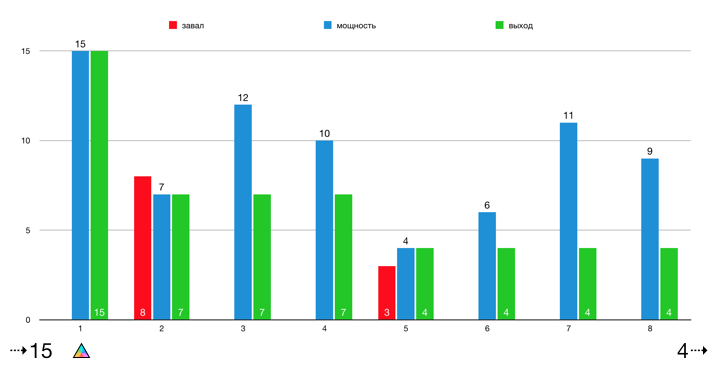
В нашем примере произошла именно такая ситуация. Первый станок съел всё, что дали. А уже на втором образовался завал больше чем на 50% мощности. То есть, мы просто передали проблему дальше по цепочке, никак от неё не избавившись. А улучшать систему хочется каждый раз, а не когда-нибудь потом, если доживём. Время-то уходит, а упущенные возможности уже никогда не вернуть.
На самом деле, оптимизировать нужно было станок №5. Он сейчас является узким местом, которое сдерживает производительность всей линии.
Таким образом, мы можем вывести "главное правило" теории ограничений: "в системе всегда присутствует одно и только одно место, ограничивающее рост производительности всей системы".
Критериев для поиска бутылочного горлышка ровно три:
- перед узким местом всегда есть завал работы
- после узкого места все станки недозагружены (способны поглотить дополнительную работу)
- воздействие на узкое место приводит к росту производительности всей системы
Работаем над станком №5. Производительность системы после пятого станка — 6 деталей за единицу времени. Кажется, не имеет смысла улучшать его больше этой величины.
Тем не менее, мы ещё до увеличения производительности можем предсказать, что узкое место переместится на станок №6, производительность которого откровенно сдерживает два последних станка.
То есть, на следующем заходе мы будем улучшать производительность шестого станка, но, если сейчас пятый мы оставим на мощности шестого станка, то работа с последним снова станет бессмысленной — ему не поступит больше работы.
Всё это быстро приводит нас к мысли, что производительность пятого станка нужно увеличить с некоторым запасом.
Смотрим на конец цепочки и понимаем, что мощность в 10-12 деталей будет очень впору. Больше не нужно — ещё много итераций не поступит столько работы. К тому же, это может быть экономически не очень целесообразно: чем выше мощность станка, тем дороже её увеличивать, так как для этого нужно применять всё более современные и дорогие технологии.
В нашем синтетическом примере я решил остановиться на мощности 10. Считаю, что её хватит надолго.
Ура! Производительность нашего завода стала уже 1/2 от максимальной! Но не будем останавливаться.
Расширяем станок №6. Я решил поставить в два раза более мощный, чтобы он легко загружал последние два.
На этой итерации нашего процесса непрерывного улучшения легко видно, что линия способна выдавать мощность в 9 единиц продукции. При этом, основные станки легко справятся с 10 единицами, а это уже 2/3 от максимально возможной производительности.
Загрузим их, произведя улучшение станка №2
Теперь линия выдаёт за цикл 9 деталей, а стратегия улучшения для вас, скорее всего, очевидна.
Помните ошибку, которую мы совершили в самом начале, улучшив производительность первой точки? Вот только теперь появляется хоть какой-то смысл работы с ней!
В качестве тренировки, оставляю вам поиск правильного пути доведения линии до максимально возможной производительности. Как доведёте, узким местом станет количество заготовок на входе в линии. Но это уже совсем другая история, которую можно решить этим же методом, но уже на более высоком уровне абстракции.
Напишите мне, какой вы нашли наилучший путь решения. Почему он такой? Автору первого и лучшего ответа подарю получасовую онлайн-консультацию по поиску узких мест в вашем бизнесе, чтобы победитель ещё лучше смог применить только что прочитанное.
Как использовать ТОС
На самом деле, проще простого. Например, на теории ограничений строится вся программа взрывного роста в лучших бизнес-акселераторах (это такие организации, где за очень ограниченное время нужно вырасти в разы — на сотни (!) процентов).
Раз за разом вы находите соответствующую описанным выше трём критериям точку роста (узкое место) и концентрируетесь со всей командой на том, чтобы "расшить" это ограничение. Смыть. Повторить.
В этом плане, "метод непрерывного роста", который я так люблю и пропагандирую ничем от программ акселерации не отличается. Разница только в несущественных сейчас деталях.
Миф о многозадачности
Отдельной строкой хочу поговорить о человеческой многозадачности. Это добавит веса идее о том, что все усилия компании всегда нужно направлять на одно единственное ограничение.
Возьмите 3 листка бумаги, фломастер и таймер (он есть в любом смартфоне). Выберите три любых имени. Например, Миша, Петя и Маша.
В первый раз, включите таймер и напишите имена по одной букве, беря и откладывая бумажку каждый раз, когда добавили очередную букву. Получится, что вы будете писать М-П-М-и-е-а-ш-т-ш-а-я-а. Запомните время
Во второй раз ещё на трёх листах бумаги напишите те же самые три имени, но полностью: Миша-Петя-Маша.
Сравнив время написания, задумайтесь: в первом случае мы делали три задачи параллельно. А во втором — те же самые (результат ведь одинаковый) задачи делались последовательно.
Конечно, можно вспомнить о делегировании, как способе параллелизации задач. Собственно, для этого оно и существует. Но в рамках одно человеческого существа многозадачности, по-факту, не существует. В компаниях без чётких и понятных процессов — тоже.
Когда-нибудь я напишу статью в рассылку и об этом. А на следующей неделе поговорим о рекламе и маркетинге.
Всем мир и прибыль!
С уважением, Григорий Ситнин.