Журнал "Русский Ювелир" №20/2005; www.russianjeweller.ru
автор Леонид Синицкий , ООО «Издательский Дом «Дедал-Пресс»
Мокуме гане – древняя японская техника обработки металлов, которая была изобретена (и получила своё дальнейшее развитие в феодальной Японии) мастерами, занимавшимися изготовлением холодного оружия. Её название переводится как «металл с древесной текстурой», поскольку это один из наиболее популярных узоров, создаваемых при работе этой #техникой, очень похожей на дамасскую сталь(техника не может быть похожа на сталь)#. Эта техника позволяет создавать великолепные рисунки на металле. При этом процессе металлические пластины различных цветов укладываются слоями и соединяются вместе, а затем их обрабатывают и придают текстуру таким образом, чтобы открывались небольшие участки поверхности каждого слоя, цвет которого сохраняется.
Известно, что изобретателем мокуме гане был японский мастер Денбей Шоами. В 1700-х гг. Шоами работал на одного из японских феодалов, занимаясь ковкой холодного оружия. Именно тогда он впервые обнаружил, что кузнечной сварке поддаются не только сталь и железо, но и цветные металлы, при этом создаются узоры, удивительно похожие на узорчатую сталь, которую он сам изготавливал. Мокуме гане – техника, переходящая от мастера к ученику, первоначально использовалась исключительно при изготовлении фурнитуры и декоративных элементов для холодного оружия. С какого-то момента (точно неизвестно когда) японские мастера стали использовать мокуме гане и для других декоративных изделий.
На Западе же эта техника родилась в конце XIX века, и пик её развития пришёлся на 70–80 гг. прошлого столетия, когда проводились обширные исследования этой технологии.
К созданию изделий в технике мокуме гане существует множество различных подходов, которые в своей сути имеют много общего. Основное различие заключается в том, каким способом металлические пластины соединяются между собой. Эти способы включают в себя соединение при помощи припоя и две разновидности диффузионной сварки.
Соединение при помощи припоя производится путём спаивания тугоплавким припоем двух контрастных по цвету металлических пластин с последующей прокаткой до увеличения длины в 2 раза. После чего полученную заготовку разрезают и снова спаивают по плоскости припоем с более низкой температурой плавления. Однако, поскольку спаять слои металлов вместе без газовых пузырьков и капель флюса между ними практически невозможно, большой проблемой является появление раковин между слоями, от которых очень трудно избавиться. Кроме этого, физические свойства припоев таковы, что соединительный слой подвержен разрушению под силой механического воздействия либо при пайке уже готового слоистого материала. Весь процесс может быть очень трудоёмким и не всегда приводит к желаемым результатам.
Большинство изделий, выполненных в технике мокуме, созданных как в настоящее время, так и за всю историю, попадают в категорию диффузионного соединения в жидкой фазе. Это процесс, при котором пластины разных металлов соединяются без помощи легкоплавкого промежуточного слоя. Вместо этого две исходные пластины в процессе диффузии создают третий сплав в плоскости их соприкосновения. Этот сплав в жидком состоянии и соединяет два слоя. В зависимости от металлов, из которых состоит брикет, это может быть только частичное, тестообразное состояние или полностью жидкий эвтектический сплав контактирующих металлов. Эвтектическая точка двух металлов – состояние, при котором концентрация атомов обоих металлов достигает оптимального соотношения и создаётся сплав с максимально низкой для всевозможных комбинаций этих металлов температурой плавления.
Некоторые сочетания металлов, используемые в мокуме, в плоскости соприкосновения не создают жидкий эвтектический сплав, но соединяются посредством того, что один из исходных металлов частично переводится в жидкую фазу. В этот момент соединение происходит благодаря процессу, очень близкому к пайке твёрдым припоем, при котором жидкий металл из слоя с более низкой температурой плавления наплывает на другой и связывает их. Для отображения различных фаз бинарных (из двух металлов) и тернарных (из трёх металлов) сплавов металлурги используют фазовые диаграммы. Говоря практическим языком, эвтектическая точка сплава – это то, что мы иногда видим, когда наблюдаем появление отпота у металлов при изготовлении мокуме или ободков вокруг гранул в процессе грануляции.
Диффузионное соединение в твёрдой фазе подобно волшебству. Это прочное соединение разных металлов между собой, происходящее в соответствующих условиях при температуре, которая существенно ниже точки плавления либо эвтектической точки применяемых металлов. Этот метод основан на обмене исходных металлов достаточным числом атомов для создания прочного соединения путём выращивания новых металлических кристаллов или зёрен в зоне контакта. Поскольку эвтектическая точка не достигается, видимого третьего сплава не создаётся. Абсолютная чистота и абсолютный контроль атмосферы вокруг металлов – необходимые условия для создания такого типа соединения. Диффузионное соединение в твёрдой фазе занимает больше времени, чем соединение в жидкой фазе, и требует более сложного оборудования.
Металлы, используемые для мокуме, подразделяются на четыре основные группы: медь и её сплавы, серебро и его сплавы, золото и связанные с ним сплавы и металлы семейства платины.
Медь – чрезвычайно ковкий, легко поддающийся обработке металл. Она легко образует сплавы со многими другими металлами, при этом облегчает их обработку и придаёт цвет. Не считая золота, это единственный небелый металл. Медь и её сплавы традиционно были наиболее важными составляющими мокуме. В отношении ювелирных изделий упор делается на серебряных и золотых сплавах, но медные сплавы имеют огромное значение для изготовителей ножей и специалистов по художественной обработке металлов, которые работают с более широким спектром металлов. Чистая медь хорошо ламинируется и отлично себя ведёт в мокуме. Её розовый цвет патинируется естественным путём до светло-коричневого, поэтому медь может добавить изделию с деревянной текстурой насыщенный деревянный оттенок. Для создания широкой цветовой гаммы её можно окрашивать и при помощи химических патин.
Шакудо – традиционный японский сплав на медной основе. В обычных условиях он патинируется от тёмного бордово-коричневого до чёрного цвета и создаёт ярко выраженный контраст с любыми металлами. Он может содержать от 2 до 15% золота. В шакудо для придания жёсткости добавляют 3–4% кобальта. В ряд традиционных японских сплавов входит куромидо, который после патинирования приобретает цвета от тёмно-коричневого до чёрного. Куромидо содержит чистую медь и 1% мышьяка. Изготовление куромидо очень опасно вследствие высокой токсичности мышьяка, а поэтому не рекомендовано. Куро-шибуичи по сути состоит из 84% шакудо и 16% шибуичи и патинируется до тёмно-серого. Другие сплавы на основе меди интересных цветов можно изготовить, добавляя небольшое количество кобальта, платины, палладия, сурьмы и пр.
Чистое серебро – самый белый из всех металлов, известных человеку, серебро чрезвычайно пластичный и ковкий металл. Чистое серебро необходимо там, где брикет планируется подвергать большому давлению в процессе формообразования, а в отличие от стерлингового серебра, оно не окисляется в процессе пайки и отжига. Стерлинговое серебро создаёт более прочный слой-ламинат и имеет более высокую износостойкость, следовательно, оно более приемлемо для изготовления колец и браслетов. Его цвет слегка более серый с лёгким оттенком жёлтого, оно быстрее окисляется и тускнеет.
Шибуичи – традиционный сплав, содержащий серебро и медь. Это название означает «три четверти», содержащий ¾ меди и ¼ серебра. Его натуральный цвет варьируется от бледно-розового до желтовато-белого, в мокуме его можно использовать в качестве заменителя серебра. При патинировании шибуичи приобретает гамму оттенков серого и коричневого цветов.
Что касается золотых сплавов, то наиболее простой в обработке – зелёное золото 750-й пробы. У него приятный цвет, и оно прекрасно поддаётся обработке. Зелёное золото – достаточно мягкое для создания ламината, но в то же время достаточно жёсткое, т.е. обладает достаточной износостойкостью. А благодаря низкому содержанию меди зелёное золото создаёт контраст другим золотым сплавам и имеет более высокую температуру плавления. Зелёное золото 583-й пробы имеет более бледный оттенок и хорошо ламинируется. Однако, если его комбинировать с более жёсткими сплавами – красным или жёлтым золотом 583-й пробы, его относительная мягкость усложнит обработку мокуме.
Золотые сплавы жёлтой группы содержат от 0,583 до 0,999 массовых долей золота. Исходя из практических целей, рекомендуется использовать жёлтое золото 750-й пробы, оно хорошо соединяется, и готовый брикет не очень сложно обрабатывать.
Белое палладиевое золото 583-й и 750-й пробы имеет более насыщенный серый оттенок, чем обычное никелевое белое золото, и является более дорогим материалом, но лёгкость его обработки оправдывает дополнительные вложения. Палладиевый сплав – самый тёмный из всех белых металлов, поэтому его можно использовать в контрасте с серебром, чтобы получить красивое сочетание белого на белом.
Платина и различные сплавы на её основе чрезвычайно трудно обрабатывать при создании мокуме. Поскольку она имеет высокую температуру плавления и отжига и другие уникальные металлургические характеристики, во время всего процесса от сплавления до финишной обработки возникают проблемы.
Палладий легче поддаётся обработке, чем платина. С чистым палладием проще работать, но он, как и чистая платина, очень мягкий. Хорошо поддаётся обработке ювелирный палладий, содержащий 5% рутения. Он достаточно жёсткий, но при хорошей сварке и аккуратном обращении он очень хорошо подходит для мокуме. Как и с платиной, соединение производится при температуре, максимально приближённой к температуре солидуса соседнего металла.
Большинство ювелирных сплавов, имеющихся сегодня, объединённые в слоистом брикете мокуме, будут иметь потенциальную эвтектическую точку, которую можно отследить в процессе сплавления. Однако, поскольку в одном брикете при сплавлении представлен ряд различных металлов, очень трудно подобрать оптимальную температуру, рассчитанную исходя из температуры плавления каждого металла или на основании фазовых диаграмм. При использовании незнакомых сплавов или незнакомых комбинаций рекомендуется провести тест на небольшом брикете, чтобы подобрать оптимальную температуру сплавления и время выдержки, прежде чем приступать к основной работе.
Очень важно, чтобы брикет мокуме состоял только из высококачественных металлов, поскольку от этого в большой степени зависит успех работы. Кроме использования металлических пластин плохого качества, одна из самых больших проблем, с которыми можно столкнуться в процессе создания мокуме, – несовместимость металлов. Существуют три фактора, которые определяют, совместимы определённые металлы или нет. А именно: твёрдость, степень, с которой металл поддаётся обработке, и свойства эвтектического сплава, образованного применяемыми металлами. Несмотря на то что существуют таблицы совместимости металлов, всегда есть поле для экспериментов с различными металлами по созданию индивидуальных сочетаний и цветовых гамм. Например, хорошо ведут себя вместе жёлтое, розовое и белое золото, чистая медь с серебром, медь с латунью и серебром и пр. Необходимо отметить тот факт, что диффузионному соединению в твёрдой фазе при соответствующих условиях подвержены практически все металлы почти во всех комбинациях. Вопрос заключается лишь в их дальнейшей совместной обработке.
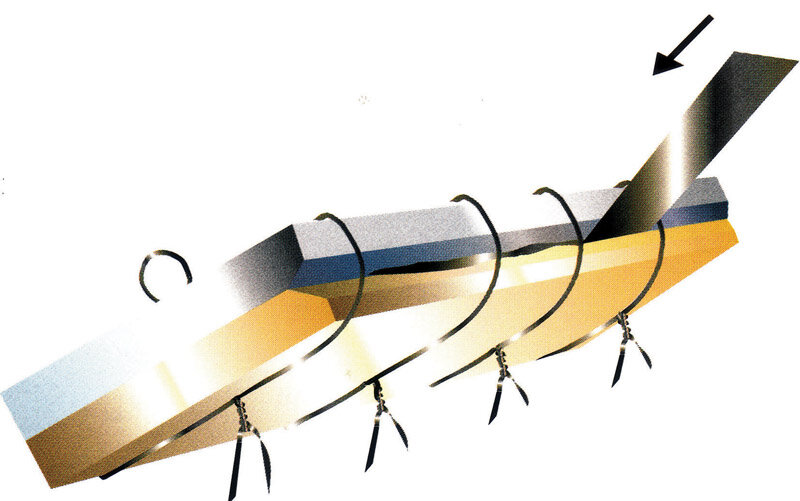
Металлы, используемые в изготовлении мокуме, нарезаются на небольшие прямоугольные заготовки, шлифуются, самым тщательным образом очищаются, промываются и стопкой укладываются в брикет.
Брикет – стопка контрастных по цвету металлов, которые надёжно соединены между собой, образуя единый блок. Если техника мокуме применяется в ювелирных целях, то рекомендуется использовать пластины толщиной 0,5–1,3 мм и набирать не более 25 слоёв. Высота готового брикета не должна превышать максимальный развод валков ваших вальцов. Ключ к изготовлению качественного брикета кроется в том, чтобы создать связующий слой между металлами и сохранить чётко очерченные границы между слоями.
Сварку брикета мокуме можно проводить при помощи различного оборудования. Это может быть самая простая ювелирная горелка, самодельная мини-печь, изготовленная из двух огнеупорных кирпичей, где источником тепла является газовая горелка, кузнечный горн или электропечь с цифровым контролем температуры. Выбор оборудования зависит от способа соединения металлов. Для изготовления мокуме путём пайки припоем будет достаточно горелки, которой вы пользуетесь ежедневно.
Для диффузионного соединения в жидкой фазе – это мини-печь (для брикетов небольших размеров) или кузнечный горн. В этом случае при изготовлении брикета всегда существует риск недостаточного нагрева и последующего расслоения брикета при формировании рисунка вследствие образования недостаточно прочного связующего слоя. Существует также противоположный риск перегрева, т.е. перехода через точку, при которой происходит соединение металлов, в гомогенную фазу, где металлы диффундируют или сплавляются с образованием нового однородного сплава, при этом отдельные слои выделить очень трудно или вообще невозможно.
Для диффузионного соединения в твёрдой фазе необходима электрическая печь с цифровым контролем температуры. В этом случае для создания восстановительной атмосферы вокруг брикета его помещают в пакет из стальной фольги, заполненный гранулированным древесным углём.
(Продолжение следует)
Все материалы и часть иллюстраций предоставлены с любезного разрешения г-на Стива Миджетта.
фото изделий: www.mokume.com